In a non-indexed milling document, swarf machining is limited to a vertical tool axis.
The orientation of the surfaces is quite important in swarf machining. Toolpaths are generated on the outer side of surfaces, that is, on the side of the positive surface normal. Stand-alone surfaces are not 'auto-flipped' (because FeatureCAM does not know which side you want to machine), whereas faces in a solid should have outward pointing normals. In most cases of swarf milling stand-alone surfaces, you must specify the machining side manually.
Swarf machining makes every attempt to machine the part surfaces, even though the part surfaces may not be entirely ruled or developable. This may lead to wild toolpaths (paths that retract a lot and are cut in unintended places). For this reason, we recommend that you include only the ruled surfaces in the feature's part surfaces. You may include other, non-developable surfaces as check surfaces.
Swarf milling works best with ruled surfaces where the parameterization of the surfaces is well-behaved.
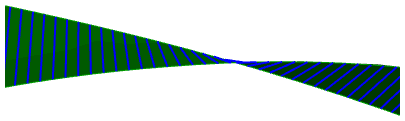
Although this appears to be a ruled, developable surface, the isolines are curved. This may lead to strange looking toolpaths, because FeatureCAM tries to keep the side of the tool in contact with the surface, in other words, the tool axis may vary radically.
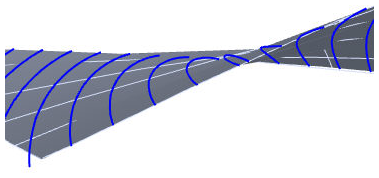
The parameterization below produces toolpaths that are closer to the expected results: