First look at the thermal results. Figure 2 shows the model temperature at different time steps for two different layer group simulations, with and without powder results.
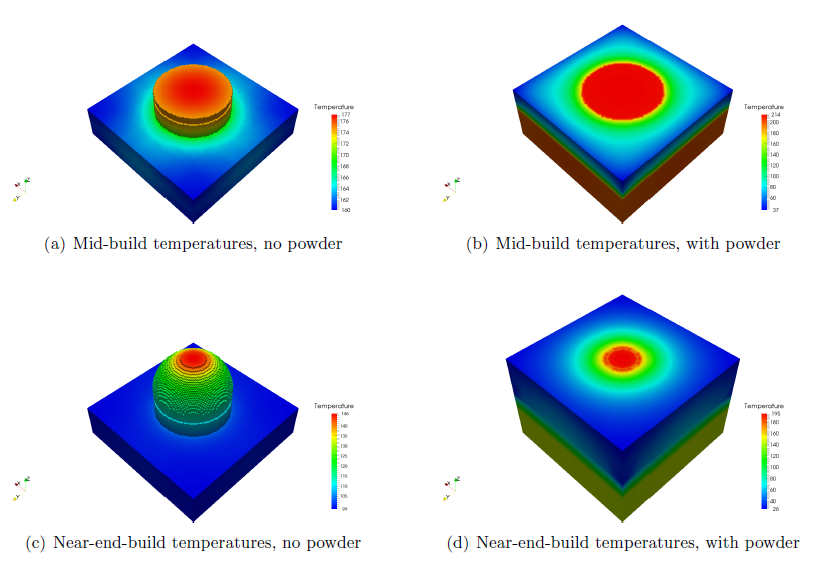
Figure 2: Temperatures results at two different time steps for the analysis with and without powder elements included
Looking at the above temperature it is apparent that including the powder makes a large difference in the temperature history of the part. The simulations with the powder are warmer than those without powder, which uses convection to approximate losses due to powder effects. This may have a significant impact upon the subsequent mechanical simulation results. First look at the support structure failure.
Figure 3 shows the results for the 3rd to the last increment, before any elements have been removed, after clipping the part to show the center of the build.
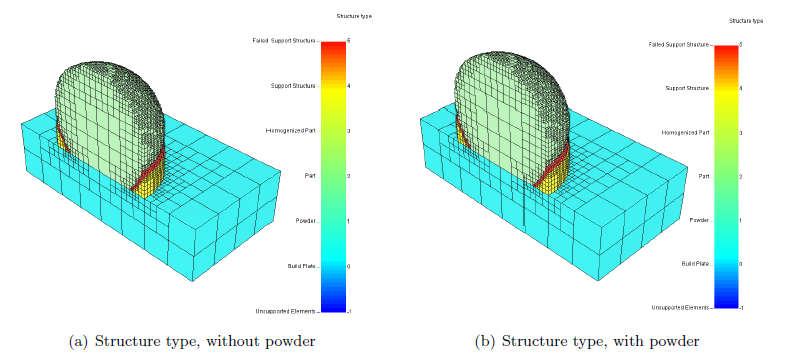
Figure 3: Structure type results
These values correspond as follows:
–1 – Unsupported elements
0 – Build plate
1 – Powder
2 – Component
3 – Homogenized component
4 – Support structure
5 – Failed support structure
There are failed supports for both simulations. However there were no recoater interference warnings, so these may not have a catastrophic effect. Looking at the displacement results will indicate if these are problematic for production using either approach.
Figure 4 shows the predicted displacement in the X direction from the mechanical analysis after build plate release and cool down, but before support structure or build plate removal.
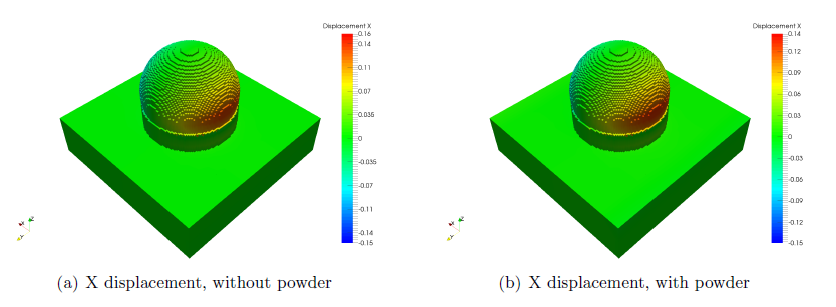
Figure 4: X displacement results (1X magnification)
Neither of these simulations have excessive distortion. However, note that the simulation with powder distorts 12.5% less than the simulation without. This shows that the modeling of heat losses due to powder effects may have a large effect upon the both the predicted distortion and the validity of the simulation results.