Sample files for use with the examples are available from the Downloads page.
Expand the downloaded ZIP archive into a convenient directory from which to run Local Simulation inside the numbered directories.
Problem description
For this example, you will run commands inside directory 12.
An Inconel 625 spherical geometry with support structures is built in a powder bed system using generic processing parameters. Both the part and support structure geometries are imported in the analysis through STL files and both are automatically meshed within Local Simulation. The buildplate is modeled to be 10.88 mm thick using *DDM!. The time to deposit layers is calculated using the *PBDL card, here modeling the case where 5 identical geometries are built at once. The simulation is run twice, once without including powder, and one including powder in the multiscale analysis, using the *+PDR card. Powder properties are automatically scaled. Thermal conductivity of the powder is 0.01× that of the solid, while specific heat is 0.6× that of the solid property. The bottom of the build plate is fixed using the *FSUB card. The *FSUB card will also simulate the release of the build plate from the machine after the deposition process is complete, but before the part is removed from the build plate. The mesh, shown with support elements, without support elements, and a cross section from the thermal analysis, with meshed powder, is shown in Figure 1.
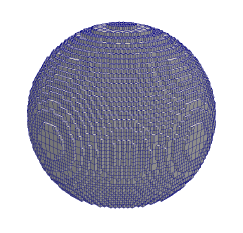
Figure 1 (a) Sphere without supports
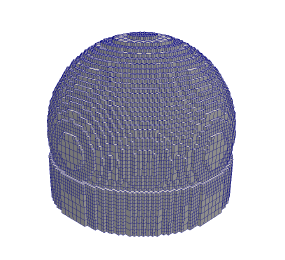
(b) Sphere with supports

(c) Sectioned sphere with powder elements
A time incremental thermal analysis is performed first to compute the temperature history of the part. Layers are activated in groups using *PBPA, and additional time increments are used to model heat conduction into the part. The first thermal analysis includes only the part and substrate, with heat loss into the powder being modeled as convection with a value of 25.d-6 W/((mm2)°C) using *CONV. The second thermal analysis models the powder, part, and substrate. Convection boundary conditions are applied at the surface of the powder and substrate surface, also with a value of 25.d-6 W/((mm2)°C).
Two time incremental mechanical analyses are performed after the thermal analyses are completed. Similarly to the thermal analyses, layers are activated in groups and the computed temperature distribution from the mechanical analysis is used to compute deformation due to the thermal expansion. These simulations have three additional post-process simulation increments:
- Release of the build plate from the machine
- Removal of the build from the build plate
- Removal of the support structure material from the final build