Vortex machining is an area clearance strategy which rapidly removes material from a 3D part while controlling tool load. Vortex is best suited to solid carbide tools and is frequently used in combination with step cutting.
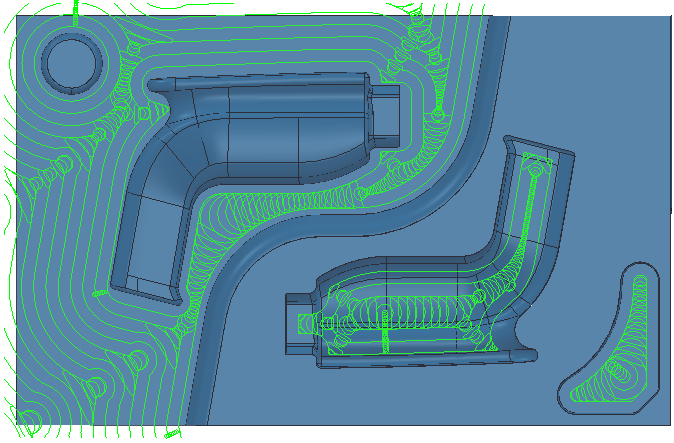
It is an offset-style toolpath and has these main features:
- The engagement angle never exceeds, by more than 15%, that produced by a straight line cut with a given stepover. This eliminates excessive tool load and all full-width cuts. This enables you to increase feed rates. For other area clearance toolpaths, the cutting values are based on the tool manufacturer's slot cutting parameters to ensure the tool can sustain full cutting engagement. As the tool approaches the maximum engagement angle for optimum machining, the toolpath changes to a trochoidal path to avoid tool overload.
- Vortex machining cuts with the side of the tool so it is designed for solid carbide tools, but you may be able to use other tools.
- As PowerMill controls the tool engagement, you can increase the depth of cut which minimises machining time.
- Vortex machining is frequently used in combination with Step cutting to minimise terracing while maximising the removal rate.
- Vortex toolpaths are automatically
checked for safety. If the toolpath is unsafe
PowerMill displays a warning message, otherwise it is shown as safe (
 ).
).
To maximise the benefits of Vortex machining:
- Use Step Cutting to minimise terracing caused by the increased depth of cut.
- On the Point Distribution page, select an Output type of Tolerance and keep arcs.
With optimum settings, Vortex machining greatly reduces machining times.