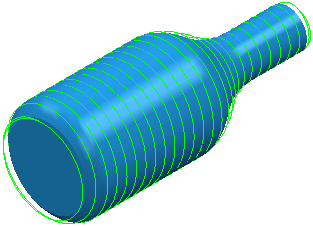
Use the Rotary finishing page to create a toolpath by rotating the job around the X axis, with linear motion provided by the Y and Z axis pair.
X limits — Enter the absolute limits of the finishing path along the X axis. You can enter values manually, or automatically defined by clicking
 Reset to block X limits
button.
Reset to block X limits
button.
X limits determined by the
Reset to block limits button:
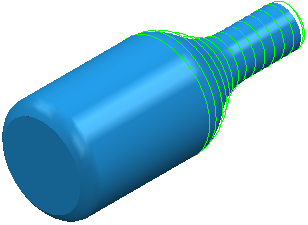
An X limits Start of 50 and an End of 102:
Style — Select the milling technique (Circle, Line or Spiral).
-
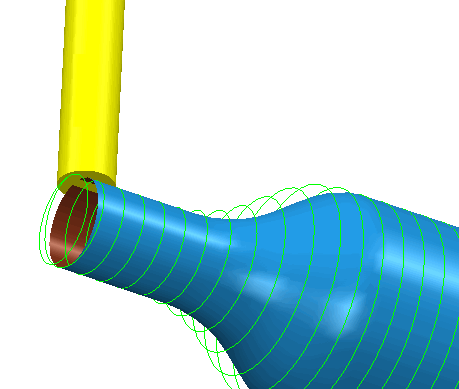
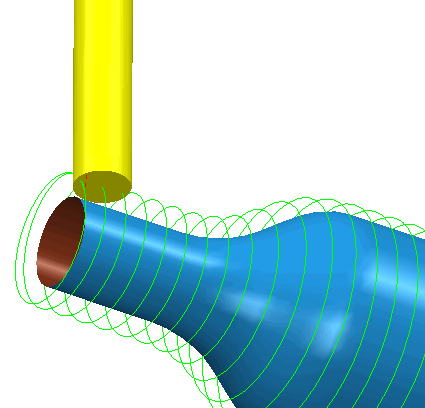
Circular
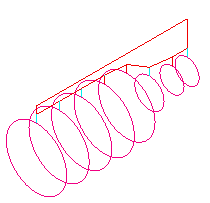
— Select this option so the job rotates with the tool at a fixed position, effectively machining a circle. The tool then steps over the required amount and machines the next circle.
-
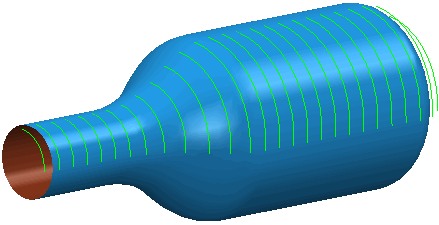
Line
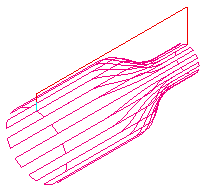
— Select this option so the tool traverses along the X axis in straight lines, with the rotary axis only used at the end of each pass to reposition the job.
-
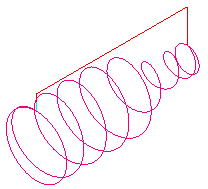
Spiral
— Select this option so a continuous spiral is cut along the length of the job. To ensure a clean finish, a full circle is cut at the two ends.
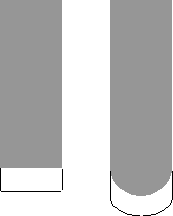
Y-offset — Enter a non-zero distance to avoid cutting on the centre of the tool.
A Y offset of 0 cuts using the centre of the tool.
A Y offset of 10 cuts using the position on the tool located 10mm from its centre.
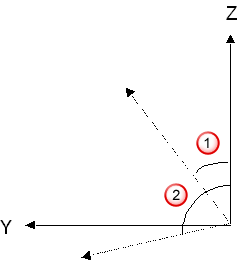
Angular limits — Enter the angular positions at which machining will Start and End. It is only available during Circle or Line milling. The Start box specifies the angular position at which machining is to start, and the End box specifies the end position.
Start angle of
0 and an
End angle of
360.
and an
End angle of
360.

Start angle of
0 and an
End angle
of
90.
The angular limits are measured in an counter-clockwise direction when viewed along the positive X axis. The area machined is between the start and end angles.
 - start angle
- start angle
 - end angle
- end angle
 Reset to full circle
— Click to ensure that the full 360 are machined.
Reset to full circle
— Click to ensure that the full 360 are machined.
Tolerance — Enter a value to determine how accurately the toolpath follows the contours of the model.
Cut direction — Select the milling technology.
Select a Cut Direction from the following:
-
Climb — Select to create toolpaths using only climb milling, where possible. The tool is on the left of the machined edge when viewed in the direction of tool travel.

-
Conventional — Select to create toolpaths using only conventional or upcut milling, where possible. The tool is on the right of the machined edge when viewed in the direction of tool travel.

- Any — Select to create toolpaths using both conventional and climb milling. This minimises the tool lifts and tool travel.
Thickness — Enter the amount of material to be left on the part. Click the
Thickness
 button to separate the
Thickness
box in to
Radial thickness
button to separate the
Thickness
box in to
Radial thickness
 Axial thickness
Axial thickness
 . Use these to specify separate
Radial and
Axial thickness as independent values. Separate
Radial and
Axial thickness values are useful for orthogonal parts. You can use independent thickness on sloping walled parts, although it is more difficult to predict the results.
. Use these to specify separate
Radial and
Axial thickness as independent values. Separate
Radial and
Axial thickness values are useful for orthogonal parts. You can use independent thickness on sloping walled parts, although it is more difficult to predict the results.
Radial thickness — Enter the radial offset to the tool. When 2.5-axis or 3-axis machining, a positive value leaves material on vertical walls.

Axial thickness — Enter the offset to the tool, in the tool axis direction only. When 2.5-axis or 3-axis machining, a positive value leaves material on horizontal faces.
 Component thickness — Click to display the
Component thickness
dialog, which enables you to specify the thicknesses of the different surfaces.
Component thickness — Click to display the
Component thickness
dialog, which enables you to specify the thicknesses of the different surfaces.
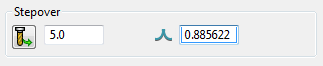
Stepover —Enter the distance between successive machining passes.
-
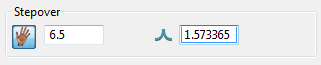
 Copy stepover from tool — Click to load the radial depth of cut from the active tool's cutting data. The radial depth of cut is measured normal to the tool axis.
Copy stepover from tool — Click to load the radial depth of cut from the active tool's cutting data. The radial depth of cut is measured normal to the tool axis.
-
 Edited — When displayed, shows value entered by you (or another user). Click
to change this value to the automatically calculated value.
Edited — When displayed, shows value entered by you (or another user). Click
to change this value to the automatically calculated value.
-
 Stepover — Enter the distance between successive machining passes.
Stepover — Enter the distance between successive machining passes.
If you enter a Stepover value, then
changes to
.
-
 Cusp height — Enter the maximum cusp height and use this value to determine the stepover.
PowerMill calculates the stepover value to give a cusp height of the machining tolerance using the current tool, when machining a plane inclined at 45. This is the worst case cusp height for any given tolerance.
Cusp height — Enter the maximum cusp height and use this value to determine the stepover.
PowerMill calculates the stepover value to give a cusp height of the machining tolerance using the current tool, when machining a plane inclined at 45. This is the worst case cusp height for any given tolerance.
 Stepdown
Stepover
Stepdown
Stepover
 Cusp height
Cusp height
For more information see Linkage between stepover and cusp height.