Material a la derecha — Active esta opción para situar la herramienta a la izquierda del borde mecanizado (en la dirección en la que avanza la herramienta). Desactívela para el fresado convencional o con material a la izquierda, con la herramienta situada a la derecha.
Desbaste bidireccional — Active esta opción para fresar en ambas direcciones. Si la desactiva, se realiza un desbaste convencional o de material a la izquierda y la trayectoria realiza un movimiento rápido en una dirección, sobre el bloque con movimientos de retorno en preparación para la siguiente pasada. Material a la derecha controla la dirección de mecanizado.
Usar herramienta de acabado — Si se desactiva, se utiliza la misma herramienta para las pasadas de desbaste y acabado. Active Usar herramienta de acabado para crear una nueva herramienta de acabado. La herramienta de acabado es idéntica a la herramienta seleccionada para el desbaste. Se añade -acabado al nombre de la nueva herramienta. Por ejemplo, si la herramienta de desbaste se llama fresa1.0, la herramienta de acabado se llama fresa1.0-acabado. Esta herramienta de acabado no se asigna permanentemente a un almacén de herramientas, es una herramienta temporal que se utiliza únicamente en el documento actual.
Comp. herramienta acabado — Active esta opción para utilizar compensación de herramienta en las pasadas de acabado y semiacabado de una figura fresada.
Comp. herramienta desbaste — Seleccione la opción para activar la compensación de herramienta en la pasada de desbaste de todas las figuras de fresado en el documento actual por defecto. Consulte Comp. herramienta acabado para más información.
Comp. herramienta chaflán — Seleccione esta opción para activar la compensación de herramienta en las operaciones de chaflán de todas las figuras de fresado del documento actual por defecto.
Programa Partline — Tipo de compensación de herramienta especial para figuras de fresado. Cuando está activado, la trayectoria de la figura se genera a partir de las dimensiones de dibujo reales de la figura y no de la línea central de la herramienta. La herramienta seleccionada para mecanizar la figura es importante incluso cuando se utiliza programación partline. Si se utiliza la misma herramienta para el desbaste, es necesario que el diámetro real de la herramienta no se desvíe demasiado del diámetro de la herramienta que FeatureCAM utiliza para que la cobertura de la zona sea adecuada para las pasadas de desbaste. También es necesario que el diámetro de la herramienta de acabado seleccionada sea lo suficientemente pequeño como para mecanizar toda la figura. Cuando se seleccionan herramientas demasiado grandes para los ángulos cerrados, no es posible corregir la trayectoria únicamente con compensación de herramienta.
FeatureCAM calcula automáticamente el punto de entrada de la pasada de acabado e incorpora un movimiento lineal y uno en rampa (con el valor de Diámetro de rampa) a esta pasada con el objetivo de ajustar la compensación de herramienta. Si aparece un aviso en la lista de operaciones del tipo Imposible encontrar una entrada/salida en rampa con arco o Imposible extender el final del perfil abierto, corrija el problema reduciendo el atributo de Diámetro de rampa o cambiando el Punto de pretaladrado.
Minimizar retracción de herramienta — Active esta opción para reducir el retroceso de la herramienta en el fresado de una figura. En vez de retroceder, la herramienta avanza hasta la siguiente posición.
Niveles desbaste individuales — La pasada de desbaste se realiza frecuentemente en varios niveles Z debido a la profundidad de la figura. Active esta opción para listarlos todos y poder editar los atributos de cada nivel por separado.
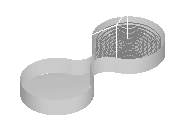
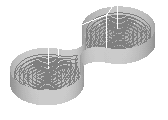
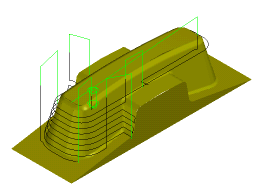
1º profundidad — Active esta opción para mecanizar cada zona de una figura por completo antes de pasar a otra zona. Las trayectorias descienden en Z.
Cuando la opción está desactivada, todas las zonas de la figura se mecanizan en un nivel Z antes de pasar a otro más profundo.
Las imágenes de más abajo reflejan cómo las zonas de una figura se mecanizan por completo antes de pasarse a otras zonas.
Con Htas desbaste múltiple o Htas acabado múltiple, 1º profundidad resulta de utilidad a la hora de desbastar ángulos cerrados de manera eficiente.
Las siguientes imágenes muestran una herramienta finalizando esquinas cerradas trabajando primero la profundidad.
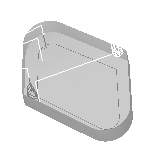
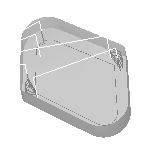
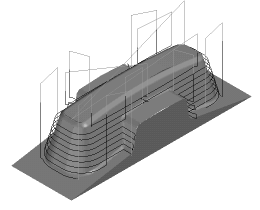
Reordenar — Con el atributo de Reordenar, FeatureCAM resecuencia las trayectorias de herramienta para minimizar las retracciones mientras que intenta evitar los cortes con toda la herramienta. Utilice Reordenar con piezas en la que se van a mecanizar varias zonas separadas. Si desea que las trayectorias de herramienta se desplacen sobre la superficie sin preocuparse de las retracciones, desactive Reordenar.
Para las operaciones de nivel Z (desbaste o acabado), el atributo de Reordenar activa el mecanizado de zonas, donde la trayectoria de herramienta desciende en la dirección Z (o -Z), si esto es más eficiente que mecanizar la pieza completa en todos los niveles Z. Este ejemplo del auricular del teléfono muestra que las trayectorias de herramienta mecanizan la parte superior de la pieza en todos los niveles Z y después mecanizan un lado y luego el otro.
Posición de 5 ejes — Normalmente existe la posibilidad de utilizar una orientación alternativa para acceder a las caras. Seleccione:
- Estándar — La orientación por defecto.
- Alternativa — La orientación alternativa a la predeterminada.
- Preferencia posprocesado — Utiliza la posición (Positiva o Negativa) configurada en XBUILD en el cuadro de diálogo de 5 ejes para la opción de Orientación preferida del eje de rotación primario.
- Utilizar límites del eje — Permite que FeatureCAM seleccione la orientación que mejor se ajuste a los límites del eje configurados en el fichero MD.
Evitar abrazaderas — Haga clic en este botón para abrir el cuadro de diálogo de Evitar abrazaderas, que permite configurar las opciones para evitar sólidos de abrazadera en trayectorias de 3 ejes y NT.
Movimientos que no cortan — Haga clic en este botón para abrir el cuadro de diálogo de Mvtos que no cortan en Vortex, que permite configurar si se retrocede y se aumenta el avance en los movimientos que no cortan de las trayectorias Vortex.
Usar nueva trayectoria ranurado D.I./D.E. — Seleccione esta opción para utilizar el nuevo estilo de trayectoria de ranurado lateral o desactívela para activar la retrocompatibilidad. Cuando esta opción está activada, se realizan los siguientes cambios en las trayectorias de ranurado lateral:
- Se verifican las colisiones en los movimientos de carga y de retracción.
Puede cancelar la verificación de colisiones de los movimientos de carga y retracción desactivando la opción de Control de colisión de punta en carga de la pestaña de Estrategia del cuadro de diálogo de Propiedades de figura.
- Puede utilizar el acabado de abanico en la operación de acabado.
Para editar las configuraciones de abanico, haga clic en Abanico en la pestaña de Estrategia del cuadro de diálogo de Propiedades de figura y utilice el cuadro de diálogo de Opciones de acabado abanico.
- Es posible utilizar movimientos de entrada circulares en las operaciones de acabado. En caso contrario, puede utilizar únicamente un movimiento de entrada lineal.
Para utilizar un movimiento de entrada en arco, haga clic en Ent./sal. circular en la pestaña de Pasos laterales del cuadro de diálogo de Propiedades de figura.
- Puede configurar un punto inicial para la pasada de acabado.
Para indicar un punto inicial, utilice el atributo de Punto inicial de la pestaña de Carga del cuadro de diálogo de Propiedades de figura.
Ranura trocoidal
Corte trocoidal — Active esta opción para utilizar un corte trocoidal en un ranurado simple. Seleccione la dirección de los trocoides para un corte trocoidal, entre SH (sentido horario) y SAH (sentido antihorario).
En vez de un corte de ranurado simple, la herramienta utiliza una serie de círculos, por ejemplo:
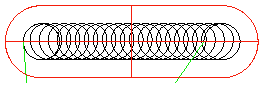
Las trayectorias trocoidales reducen la carga que soporta la herramienta.
% Diámetro máx. hta — El tanto por ciento del ancho de ranurado que se utiliza para determinar el diámetro de la herramienta que se seleccionará.
% Distancia máx. paso — Viene dado como un tanto por ciento del diámetro de la herramienta y representa la distancia máxima que hay entre círculos adyacentes en las trayectorias.