Атрибут Объединять со сходными отверстиями в цикл применяется к операциям сверления.
По умолчанию FeatureCAM отводит инструмент на более высокую Z плоскость безопасности между операциями Несмотря на то, что это является безопасным, могут получаться неэффективные УП для деталей, так как перед каждой операцией программа отменяет (G80), а затем заново устанавливает (G81, G83 и т.д.) режим стандартного цикла. Далее приведен пример такой неэффективной программы.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60G80 N65Z1.0 N70X0.5 N75Z0.1 N80G83R0.1Z-1.0Q0.25F14.3 N85G80 N90Z1.0 N95X1.0 N100Z0.1 N105G83R0.1Z-1.0Q0.25F14.3 N110G80 N115Z1.0 N120G0G91G28Z0M09 N125G49G90 N130M30 |
|
Атрибут Объединять со сходными отверстиями в цикл выполняет две функции: создание более эффективного кода УП путем входа в режим цикла и отвод инструмента к нижней плоскости Высота врезания после сверления каждого отверстия.
Если флажок «Опции» > «Постпроцессирование» > «Выключить макросы» снят, то положения отверстий включаются в макрос, как показано ниже в примере кода УП для Fanuc.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60P1001M98 N65G80 N70G00Z1.0 N75G0G91G28Z0M09 N80G49G90 N85M30 :1001 N90G91 N95X0.5 N100X1.0 N105G90 N110M99 |
|
Если флажок «Опции» > «Постпроцессирование» > «Выключить макросы» установлен, то код УП все еще остается эффективным, так как вход в режим цикла выполняется только один раз. Образец кода, приведенный далее, является кодом УП для Fanuc для массива отверстий с выбранной опцией Объединять со сходными отверстиями в цикл, но без макросов.
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60X0.5 N65X1.0 N70G80 N75G00Z1.0 N80G0G91G28Z0M09 N85G49G90 N90M30
После того как параметр Объединять со сходными отверстиями в цикл выбран для элемента, можно задать плоскость отвода для всего элемента на вкладке Стратегия свойств отверстия для каждой из операций элемента по отдельности в столбце С отводом на вкладке Операции. Если используется постпроцессор, который поддерживает коды G99 (R point level return) и G98 (Initial level return) типа Fanuc, то они будут использованы в FeatureCAM. В противном случае стандартный цикл отменяется и восстанавливается при необходимости. Чтобы задать плоскость отвода для элемента, можно использовать две опции на вкладке Стратегии:
|
Отход до безопасной плоскости Z |
Инструмент отводится в более высокую Z плоскость безопасности (G98, "Initial level return", Fanuc) после выполнения операции. |
|
Отход на высоту врезания |
Инструмент отводится в более низкую плоскость высоты врезания (G99, "R point level return", Fanuc) после выполнения операции. |
Чтобы задать плоскость отвода для отдельных операций, столбец С отводом на вкладке Операции содержит один из следующих символов:
|
|
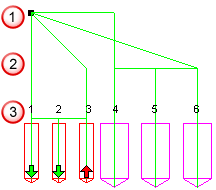
Короткая зеленая стрелка вверх показывает, что инструмент отводится в более низкую плоскость высоты врезания (G99, "R point level return", Fanuc) после выполнения операции. Вы можете переключить эту стрелку на длинную стрелку, нажав на нее левой кнопкой мыши и выбрав Отход до безопасной плоскости Z из контекстного меню. |
|
|
Эта длинная зеленая стрелка вверх означает, что инструмент отводится в более высокую плоскость безопасности Z (G98, "Initial level return", Fanuc) после выполнения операции. Вы можете переключить эту стрелку на короткую стрелку, нажав на нее левой кнопкой мыши и выбрав Отход на высоту врезания из контекстного меню. |
|
|
Эта серая стрелка означает, что инструмент отводится к более высокой Z плоскости безопасности после операции, и вы не можете это изменить, так как это обычно показано в конце стандартного цикла. |



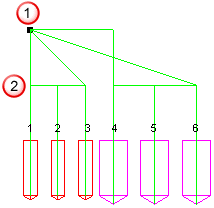
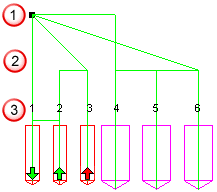
На следующем рисунке показаны два массива отверстий. Для первого массива, который содержит отверстия 1, 2 и 3, выбрано Объединять со сходными отверстиями в цикл. Отверстие 2 было изменено для отвода в плоскость безопасности.
 Точка смены инструмента
Точка смены инструмента
 Плоскость безопасности
Плоскость безопасности
 Плоскость отвода
Плоскость отвода
Если вы используете постпроцессор, который поддерживает различные плоскости безопасности в одном стандартном цикле, например, Fanuc, который поддерживает G98/G99, то вы можете создать более эффективный G-код. Fanuc поддерживает G98 для отвода на более высокую Z плоскость безопасности и G99 для отвода на более низкую плоскость высоты врезания. Эти G-коды вводятся в постпроцессор как Отвод до плоскости R (для более низкой плоскости высоты врезания, G99) и Ускоренный отвод по Z (для более высокой Z плоскости безопасности, G98). Получается следующая программа:
N65 G83 G98 Z-1.0751 R0.1 Q0.25 F14.3 N70 X0.0 N75 X0.5 N80 X1.0 G99 N85 X1.5 G98 N90 X2.0 N95 X2.5 G99 N100 G80