Diese Seite steuert, welchen CNC-Maschinentyp FeatureCAM für die NC-Ausgabe verwendet.
CNC-Datei: Zeigt den Dateipfad der Postprozessordatei an. Klicken Sie auf Suchen, um eine andere Postprozessordatei zu suchen und auszuwählen.
Block Start - Mit dieser Option wird die Nummer der Startzeile für die CNC-Programme festgelegt.
Blockinkrement legt das Inkrement zwischen den Zeilennummern in CNC-Programmen fest.
Rohteil Maximum - Dies ist die maximale Blocknummer für das CNC-Programm.
Umsortieren der Werkzeugkomp.-wege für alte Agie-Steuerungen - Wählen sie diese Option, wenn Sie an eine Maschine mit einer Steuerung von Agie senden. Wenn dieses Optionsfeld aktiviert ist, werden die NC-Codezeilen für die Werkzeugkorrektur in einer anderen Reihenfolge ausgegeben.
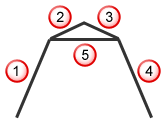
Bewegungen auslassen, die kürzer sind als dieser Prozentsatz des Draht-Durchmessers - Dieser Parameter verhindert, dass zu kleine Bewegungen an die Steuerung für das Drahterodieren gesendet werden. Falls eine Bewegung zu klein ist, wird sie nicht ausgegeben. Sobald das Programm den Draht an einen Punkt verschiebt, der über diesem Schwellenwert liegt, dann wird direkt an diese Position eine Bewegung ausgegeben.
In diesem Beispiel wird Bewegung 2 nicht ausgegeben, wenn sie zu kurz ist. Wenn der Abstand vom Ende der Bewegung 1 bis zum Ende der Bewegung 3 lang genug ist, wird zwischen den Bewegungen 1 und 4 die Bewegung 5 eingefügt.