Windfahne — Wählen Sie diese Option, um einen einzigen Punkt als Anfangs- als auch als Endpunkt des Schlichtwegs zu verwenden. Dieses ist hilfreich bei Maschinen, die große An-/Wegfahrwege notwendig machen, um eine Fräserkorrektur zu aktivieren.
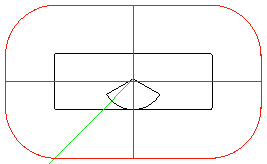
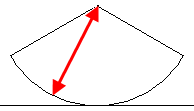
Radius — Geben Sie den Radius, den Sie für die Windfahnenform verwenden möchten, als Prozentsatz des Gewindefräswerkzug-Radius ein. Durch eine Erhöhung des Radius wird der Startpunkt des Werkzeugwegs weiter weg von der Featuregrenzlinie verschoben.
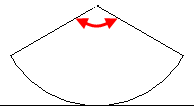
Winkel — Geben Sie den Winkel ein, der für die Windfahnenform verwendet werden soll. Der Winkel ist eine Kombination aus Anfahr- und Wegfahrbogenwinkeln.
Rampenlänge — Geben Sie die Länge der linearen Anfahrbewegung für ein Gewindefeature ein.
Rampen-Ø % — Dieses Attribut steuert den Durchmesser des Bogens, dem das Werkzeug folgt, wenn es an das Gewindefräsfeature in einer Rampenbewegung anfährt oder von ihm wegfährt. Geben Sie einen Prozentsatz des Werkzeugdurchmessers ein.
Negative Winkel erstellen eine Rampe auf einem im Uhrzeigersinn verlaufenden Bogen. Ist der Wert größer als 1000, bewegt sich das Werkzeug in einer geraden Linie tangential zum Anfang der Bearbeitung. Ist der Wert 0, bewegt sich das Werkzeug senkrecht zum Anfang der Bearbeitung.
Dieser Winkel steuert die Start- und Endpunkte der Rampenbewegungen des Gewindefräsfeatures. Das Werkzeug beginnt, entlang des Bogen des Radius Rampen-Ø % auf einer Rampe anzufahren und setzt dabei den Rampenwinkelversatz ein, um den Startpunkt der Rampenbewegung festzulegen. Sollte dieser positiv sein, verläuft der Bogen entgegen dem Uhrzeigersinn.
Schruppen — Wählen Sie diese Option aus, um beim Erstellen eines Gewindefräsfeatures eine Schruppoperation einzubeziehen. Geben Sie einen Bahnabstand in % für die Schruppoperationen ein. Sie können die Attribute der Schruppoperationen mithilfe der Fräsen-Registerkarte im Gewindefräseigenschaften-Dialog ändern, wenn die Schruppoperation in der Baumansicht ausgewählt ist.
Schlichten — Wählen Sie diese Option aus, wenn Sie eine Schlichtoperation beim Erstellen eines Gewindefräsfeatures einbeziehen möchten. Geben Sie ein Aufmaß und eine Reihe Leerschnitte für die Schlichtoperationen ein. Sie können die Attribute der Schruppoperationen unter Verwendung der Fräsen-Registerkarte im Gewindefräseigenschaften-Dialog ändern, wenn die Schruppoperation in der Baumansicht ausgewählt ist.
Leerschnitte — Ein Leerschnitt ist ein Duplikat des letzten Durchlaufs beim UGewindeschneiden. Leerschnitte gibt die Anzahl von Leerschnitten an, die bei der Fertigstellung des Gewindes vorkommen sollen.
Anfänge — Geben Sie für mehrere Startgewinde einen Wert über 1 ein.
Startwinkel — Entgegen dem Uhrzeigersinn gemessen, legt der Startwinkel den Startpunkt des Gewindes fest.
Schneidenüberlappg — Geben Sie die Gewindeanzahl ein, um die eine Umdrehung eines Mehrfach-Gewinde-Werkzeugs die vorhergehende Umdrehung überlappt. Es ist empfehlenswert, dass mindestens ein überlappendess Gewinde vorliegt.
|
|
|
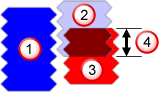
 Gewindefeature
Gewindefeature
 Werkzeugdrehung 1
Werkzeugdrehung 1
 Werkzeugdrehung 2
Werkzeugdrehung 2
 Schneidenüberlappg
Schneidenüberlappg
Schneide außerhalb — Geben Sie die Anzahl der Schneiden ein, die sich oberhalb (beim Vorschub in negative Z) oder unterhalb (beim Vorschub in positive Z) des Gewindefräsfeatures für den ersten Durchlauf befinden.
Schrägenwinkel ca. - Bei konischen Gewinden erhöht sich der Durchmesser des Werkzeugwegs und bewegt sich in der Z-Ebene. Diese Bewegungen werden mit 3D-Bogen angenähert. Der Schrägenwinkel ca. ist der Winkel um das Gewinde, der durch einen einzelnen Bogen angenähert wird. Der Wert 360 muss ohne Rest durch den Schrägenwinkel ca. teilbar sein. Wenn beispielsweise 90 eingestellt ist, wird eine einzelne Drehung in vier Bögen unterteilt.
Außendurchm. Tiefe % — Das Standard-Größenverhältnis zwischen Steigung und Gewindehöhe für OD-Gewindefräsfeatures.
Innendurchm. Tiefe % — Das Standard-Größenverhältnis zwischen Steigung und Gewindehöhe für ID-Gewindefräsefeatures.
Spiralrampe
Originalkontur — Dies ist eine besondere Art der Bahnkorrektur bei Fräsfeatures. Sollte diese Option aktiviert sein, werden die Zeichnungsabmessungen des Features als Werkzeugweg statt als Mittellinie des Werkzeugs ausgegeben. Das zum Schneiden des Features ausgewählte Werkzeug ist weiterhin wichtig, selbst bei Einsatz der Originalkontur. Sollten das gleiche Werkzeug für den Schruppvorgang eingesetzt werden, stellen Sie sicher, dass der aktuelle Werkzeugdurchmessser nicht zu weit vom Werkzrugdurchmesser abweicht, den FeatureCAM verwendet. Dadurch wird eine angemessene Flächendeckung für den Schruppdurchlauf gewährleistet Vergewissern Sie sich außerdem, dass der gewählte Schlichtwerkzeugdurchmesser klein genug ist, um Ihr gesamtes Feature schneiden zu können. Sollten Sie ein Werkzeug ausgewählt haben, dass zu groß für eine enge Ecke ist, können Sie den Werkzeugweg nicht ausschließlich mit Bahnkorrektur bereinigen.
FeatureCAM berechnet den Eingangspunkt Ihres Schlichtdurchlaufs automatisch und fügt Ihrem Schlichtdurchlauf eine lineare und eine Rampenbewegung (basierend auf dem Rampen-Ø-Attribut) hinzu, um eine Bahnkorrektur mitaufzunehmen. Wenn die Operationenliste eine Warnmeldung wie "Can't find ramp in/out arc" oder "Can't extend end of open profile" ausgibt, korrigieren Sie das Problem, indem Sie das Rampen-Ø-Attribut verringern oder den Vorbohrpunkt ändern.
Durch — Wählen Sie Durch aus, um die Bohrungslänge um 10% des Bohrungsdurchmessers zu verlängern, damit die Bohrerspitze berücksichtigt und ein Grat verhindert wird. Wenn Durch abgewählt ist, werden Werkzeugwege generiert, um sicherzustellen, dass das Werkzeug nicht über das Ende des Gewindes hinaus schneidet.