Spiralförmig - Aktivieren Sie diese Option, damit das Werkzeug bei der Bearbeitung nicht von der Fläche abgehoben wird.
Aktiveren Sie Spiralförmig, um einen Werkzeugweg zu erstellen, der im ständigen Kontakt mit der Fläche bleibt, um die Wahrscheinlichkeit von Verweil- oder Ausrichtungsabdrücken auf der Fläche zu reduzieren, die durch reguläre Rückzüge und Anfahrten erzeugt werden.
Die standardmäßigen Werkzeugwege für das Schlichten in der Z-Ebene erstellen Wege mit einer konstanten Z-Höhe, wie in der nachfolgenden Abbildung dargestellt. Das Werkzeug wird entlang der Fläche zwischen den Z-Ebenen entweder zurückgezogen oder vorgeschoben.
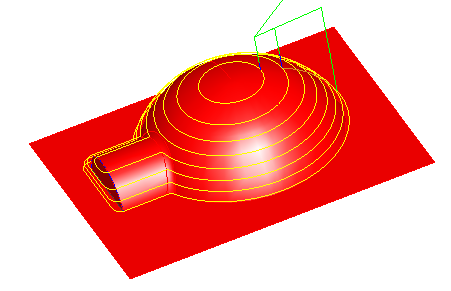
Wenn Kontinuierlich spiralförmig aktiviert ist, ändern sich die Werkzeugwege in eine kontinuierliche Spirale. Der Werkzeugweg weist nun keine konstante Z-Höhe mehr auf.

Innen nach außen — Die Standard-Spiralbewegung beginnt an der Kante des Features und bewegt sich nach innen. Wählen Sie diese Option aus, um sich die Spirale in der Mitte des Features beginnt und sich nach außen bewegt.
Glättung - Entfernt alle scharfen Richtungsänderungen. Es funktioniert auf ähnliche Art und Weise wie das Eckenverrundung %-Raceline Glättungsattribut, glättet allerdings nicht nur Ecken, sondern alle Werkzeugwege.
Dieses Beispiel zeigt eine 3D-Spiralenschlicht-Operation ohne Glättung:

Und mit Glättung:

Nachbearbeitung — Klicken Sie auf diese Schaltfläche, um den Nachbearbeitung-Dialog zu öffnen.
Halter-Kollisionsfreischnitt — Kappt den Werkzeugweg an der Position, an der der Halter oder der Schaft mit der Bauteiloberfläche, Prüffläche oder dem unbearbeiteten Rohteil kollidieren. Begrenzt den Werkzeugweg an der Position, an der Halter oder der Schaft mit der Bauteiloberfläche, Prüffläche oder dem unbearbeiteten Bauteil kollidieren. Ist diese Option ausgewählt, werden die Attribute Halterabstand und Schaftabstand auf der Fräsen-Registerkarte für die Operation angezeigt.
Rohteilgrenzen bearbeiten — Setzen Sie diese Option gemeinsam mit der Option Halter-Kollisionsfreischnitt ein, um das Rohteil so nah wie möglich am Bauteil zu bearbeiten, ohne eine Halterkollision auszulösen. Dadurch entstehen glattere Fräswege mit weniger Rückzügen, wodurch die Oberflächenqualität verbessert und die Bearbeitungszeit reduziert werden kann. Bei manchen Bauteilen kann dies jedoch zu zunehmenden Luftschnitten führen.