Mithilfe der Registerkarte Sonstige im Dialogfeld Fräsfeature-Eigenschaften können Sie die Bearbeitungsoptionen eines Fräsfeatures ändern.
B-Achsen Nullpunktposition – Dies gilt für B-Achsen Dreh-/Fräs-Features.
Fasen vor Schlichten – Aktivieren Sie diese Option, um eine Fase-Operation vor der Schlichten-Operation auszuführen.
Autom. Eckenradius außen — Geben Sie einen Radius ein, damit scharfe Außenecken des Features automatisch durch den festgelegten Radius gerundet werden. Die Form des Features ist dadurch nicht betroffen, doch werden die Werkzeugwege so geändert, dass sie die Rundungsoperation widerspiegeln.
Gleiche Zustelltiefe – Aktivieren Sie diese Option, um jeden Z Schritt gleich tief zu machen.
Vorschubfaktor % - Geben Sie einen Skalierungsfaktor für von FeatureCAM generierte Vorschübe ein. Ein Wert, der unter 100 liegt, verringert die berechneten Vorschubsraten. Ein Wert, der 100 übersteigt, erhöht die Raten.
Max Drehzahl U/Min – Geben Sie die maximale Drehzahl (U/Min) ein, die Sie verwenden möchten.
Min. Eckenradius - Geben Sie einen Radius ein, um die innenliegenden Ecken eines Features automatisch um einen festgelegten Radius abzurunden. Die Form des Features ist dadurch nicht betroffen, doch werden die Werkzeugwege so geändert, dass sie die Rundungsoperation widerspiegeln.
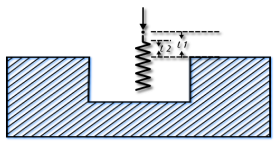
Eintauchabstand — Geben Sie den Abstand oberhalb der Operation ein, an dem das Werkzeug eintaucht. Sie können diesen Wert für die Schruppoperation in der Registerkarte Eintauchen überschreiben.
Dies ist in der Darstellung durch ein L1 gekennzeichnet.
Beim Tieflochbohren zieht sich der Bohrer auf diesen Abstand zwischen den Zustellungen zurück. Bei Fräsfeatures wird als Standard derselbe Wert für Schruppen und Schlichten verwendet. Im Ergebnis führt das Werkzeug vor dem Schnittvorgang von der Oberseite eines Features bis zum Boden zu. Damit das Werkzeug in das Feature hinein nach unten zuführt, stellen Sie den Eintauchabstand für eine Operation auf einen negativen Wert ein. Stellen Sie jedoch sicher, dass sich der Wert über dem Boden des Features befindet.
Verwenden Sie, um im Eilgang auf Tiefe zu gehen, einen negativen Eintauchabstand oder wählen Sie Relativ eintauchen aus.
Eintauch-Vorschubfaktor % — Dies ist bei Fräsoperationen der Wert der Vorschubgeschwindigkeit für die erste Eintauchbewegung in das Material.
Rückzug auf Eintauchabstand – Aktivieren Sie diese Option, um nach dem Schneiden auf den Eintauchabstand anstatt der höheren Z Eilgangebene zurückzuziehen.
Drehzahlfaktor % - Geben Sie einen Skalierungsfaktor für von FeatureCAM generierte Drehzahlen ein. Ein Wert unter 100 reduziert die Drehzahl und einen Wert über 100 erhöht sie.
Kurventoleranz - Wenn ein Profil als Spline definiert ist, wird es mit Bogen und Linien angenähert. Geben Sie einen Toleranzwert für die Annäherung an. Je kleiner die Toleranz, desto glatter die Kurve.
Unteraufspannungs ID – Mit dieser Option können Sie einen separaten Spannungsversatz für jedes Feature verwenden, was dem für <SUBFIXTURE> reservierten Begriff in XBUILD entspricht. Falls die Nullpunkt-ID beispielsweise 54 ist und Sie eine Unteraufspannungs-ID von 1 eingeben, ist die Ausgabe 54.1.
Bei Mustern geben Sie einen Wert für die Unteraufspannung-ID und einen Wert für das Unteraufspannung-ID-Inkrement ein. Wenn beispielswiese die Spannungs-ID den Wert 54 hat und Sie für die UnteraufspannungID einen Wert von 1 und für das Unteraufspannung-ID-Inkrement einen Wert von 1 eingeben, ist die Ausgabe 54.1, 54.2, 54.3, usw.
Unteraufspannung-ID-Inkrement — Siehe Unteraufspannung-ID.
Unteraufspannung-ID-Start — Siehe Unteraufspannung-ID.
Werkzeug % von Eckradius – Steuert die Größe des Werkzeugs, das automatisch ausgewählt wird.
Z-Eilganghöhe — Geben Sie den Mindest-Sicherheitsabstand in Z oberhalb von Ihrem Bauteil ein.
Bevor Ihr Werkzeug eine Eilgangbewegung vom Feature weg durchführt, zieht es sich auf die Z-Eilganghöhe-Einstellung für dieses Feature zurück. Die Eilgangbewegung zum nächsten Feature ändert sich an der Z-Höhe, das heißt, wechselt die Z-Koordinaten, sollte das nächste Feature über eine andere Z-Eilganghöhe-Einstellung verfügen. Wenn sie beim nächsten Feature ankommt, befindet sie sich bei der Z-Eilganghöhe für dieses nächste Feature.
Dieser Wert ist relativ zur Oberseite Ihres Rohteils im aktuellen Benutzerkoordinatensystem. Vergleichen Sie mit Eintauchabstand.