Sie können das Formular 5-Achsen Nullpunkt Position verwenden, um einen Referenzpunkt für den NC-Code festzulegen.
Klicken Sie zum Anzeigen des Dialogfelds 5-Achsen Spannposition auf 5-Achsen indexiert auf der Registerkarte Indexierung im Dialogfeld Rohteil-Eigenschaften, und wählen Sie Spannungsposition aus.
NC-Code Referenzpunkt — Wählen Sie aus den folgenden aus, was Sie für den Referenzpunkt verwenden möchten:
- Pivot-Punkt für Tisch/Tisch-Maschinen oder Maschinennullpunkt für andere
- Die eigenen Aufspannungen der Setups (jeden Setups Ursprung)
- Antastpunkt
Ursprung dieses Setups als Antastpunkt - Wählen Sie ein Setup aus der Liste aus, um es als Antastpunkt zu verwenden.
Das Setup auch zur Ausgangsausrichtung des Bauteils auf der WKZ-Maschine verwenden - Wählen Sie diese Option aus, um das ausgewählte Setup als Ausgangsausrichtung des Bauteils auf der WKZ-Maschine zu verwenden. Deaktivieren Sie diese Option, um die Rohteilachse als Ausgangsausrichtung des Bauteils zu verwenden.
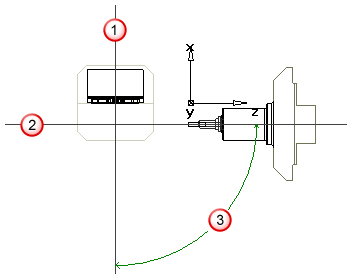
Versatz des Referenzpunktes zum Maschinennullpunkt — Geben Sie den Abstand vom 5-Achsen Referenzpunkt zur Mitte der A-Achsenfläche in jeder Richtung ein. Dieser Abstand ist für jedes Bauteil unterschiedlich.
In diesem Beispiel sind die X- und Y-Versatzwerte negativ und der Z-Versatz ist positiv.

 Zentrum der A-Achsenfläche
Zentrum der A-Achsenfläche
 Ursprung Antast-Setup
Ursprung Antast-Setup
Rotationsversatz der ersten Achse — Geben Sie den Winkel (gemessen entgegen dem Uhrzeigersinn) zwischen der Spindelachse und der A-Achse ein, wenn der B-Winkel auf 0 eingestellt ist.
Wenn sich die A-Achsenflächen bei B = 0 beispielsweise gegenüber der Spindel befindet, geben Sie 0 ein. Befindet sie sich bei B = 0, wie in der Abbildung dargestellt, gegenüber der Tür, geben Sie -90 ein. Dieser Versatz ist für alle Bauteile gleich, die auf dieser bestimmten Maschine gefertigt werden.
A-Achse
Spindelachse
 Rotation B-Achse
Rotation B-Achse