Zentrieren — Aktivieren Sie diese Funktion um dem Bohrungsfeature die Operation Zentrieren hinzuzufügen.
Diese Operation hat einige weitreichende Auswirkungen, jedoch insbesondere wenn sie mit der Werkzeugoptimierung und Fasen beim Zentrieren verwendet wird. Von diesen drei Einstellungen hat die Werkzeugoptimierung die höchste Priorität und ihre Entscheidungen überschreiben Einstellungen mit einer niedrigeren Priorität.
Eine Zentrieroperation kann zum Beispiel entweder mit einem NC-Anbohrer oder einem Zentrierbohrer ausgeführt werden. NC-Anbohrer mit einem Spitzenwinkel von 90 können ebenfalls eine Entgratungsoperation ausführen. Sie legen ein bestimmtes Werkzeug fest, um die Fase der Bohrung zu schneiden und aktivieren ebenso die Option Fasen beim Zentrieren sowie die Werkzeugoptimierung. Wenn ein geeigneter Zentrierbohrer im Werkzeugkatalog vorhanden ist, verwendet FeatureCAM dieses Werkzeug trotz Ihrer niedrigeren Prioritätsüberschreibung, da so optimalere Ergebnisse erzielt werden. Selbst nach Auswahl eines speziellen Werkzeugs kollidierten Ihre anderen Einstellungen mit Ihrer Wahl und haben diese überschrieben.
können ebenfalls eine Entgratungsoperation ausführen. Sie legen ein bestimmtes Werkzeug fest, um die Fase der Bohrung zu schneiden und aktivieren ebenso die Option Fasen beim Zentrieren sowie die Werkzeugoptimierung. Wenn ein geeigneter Zentrierbohrer im Werkzeugkatalog vorhanden ist, verwendet FeatureCAM dieses Werkzeug trotz Ihrer niedrigeren Prioritätsüberschreibung, da so optimalere Ergebnisse erzielt werden. Selbst nach Auswahl eines speziellen Werkzeugs kollidierten Ihre anderen Einstellungen mit Ihrer Wahl und haben diese überschrieben.
Diese ist der Vorteil der Optimierungs- und Simulationsfunktionen in FeatureCAM. Wenn Sie sich mit den Optimierungseinstellungen beschäftigen und herausfinden, wo eine automatische Optimierung möglich ist und an welchen Stellen nicht, finden Sie Wege finden, Ihre Bauteile für eine schnellere Produktion zu gruppieren. Verwenden Sie aber weiterhin, wenn erforderlich, spezielle Werkzeuge für spezielle Effekte.
Kantenbr. b. zentrieren — Geben Sie, um Kantenumbruch oder eine Fase mit dem Zentrierwerkzeug zu erstellen, den radialen Abstand des Kanten-/Fasenumbruchs an. Das Zentrierwerkzeug erstellt einen Kantenbruch/eine Kantenfase durch tieferes Schneiden als es normalerweise für die alleinige Erstellung der Zentrieren-Operation vornehmen würde. Der Standardwert von 0,0050" oder 0,1 mm ergibt eine Fase, die um 0,0100" oder 0,2 mm gößer ist als die Bohrungsgröße. Der Winkel der Fase hängt von dem verwendeten Zentrierwerkzeug ab.
Fasen beim Zentrieren — Aktivieren Sie diese Option, um zu versuchen, die Fase beim Zentrierbohren zu schneiden. Steht kein Werkzeug zur Verfügung, um anzubohren und zu fasen, ohne dass eine Kollision mit der Bohrung stattfindet, so wird ein seperate Operation erstellt.
Zentrier-Ø % — Dieser Prozentsatz wird benutzt, um ein Zentrierwerkzeug auszuwählen. Ein Wert von 100 gibt an, dass der Zentrierbohrer den gleichen Durchmesser wie die Bohrung aufweisen soll. Ein kleinerer Wert erstellt nur eine Anfangsbohrung.
Werkzeugkorrektur verwenden — Dies verringert die Geschwindigkeit und den Vorschub bei Bohrungen, bei denen das Größenverhältnis zwischen Bohrungstiefe (L) und Bohrungsdurchmesser (D) gößer als 2,5 ist. Je größer dieses Größenverhältnis ist, umso größer ist die Reduzierung der Geschwindigkeit/des Vorschubs.
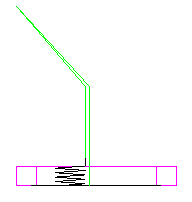
Gleiche Bohrungen in einen Maschinenzyklus - Standardmäßig zieht sich das Werkzeug zwischen Operationen auf die Z-Eilganghöhe zurück. Aktivieren Sie diese Option, und wählen Sie dann, ob Rückzug auf die Z-Eilganghöhe oder die untere Eintauchebene nach jeder Bohrung durchgeführt wird. Diese Option erstellt außerdem effizienteren NC-Code durch lediglich einmalige Eingabe des Festzyklus.
Beispielsweise:
|
Rückzug auf Z-Eilganghöhe:
|
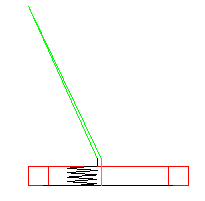
Rückzug auf Eintauchabstand:
|
Große Stufenbohrung zuerst — Für Stufenbohrungen, wählen Sie diese Option aus, um die Stufenbohrung vor den Bohroperationen auszuführen.
Reiben vor Fase — Aktivieren Sie diese Option, um eine Reiben-Operation vor der Fasen-Operation auszuführen. Dies verhindert, dass jeglicher Grat oder jegliche Kante erneut nach oben auf die Fase verschoben wird, sollte die Fase eine Dichtfläche sein.
Bearbeitungsart — Wählen Sie aus folgenden Optionen aus:
- Nur Bohren — Alle Bohrungen werden auf herkömmliche Weise gebohrt, unter Verwendung eines Bohrers, der über die gleiche Größe wie der Bohrungsdurchmesser verfügt.
- Bohrfräsen — Mithilfe dieser Option werden Bohrfeatures gebohrt oder gefräst, um die Anzahl der erforderlichen Werkzeuge zu minimieren.
Klicken Sie auf Optionen, um die Bohrfräsen-Parameter einzusetllen.
Verweilzeit — Geben Sie die Zeitdauer in Sekunden ein, den der NC-Anbohrer bei einem Vorschub-Verweil-Vorschub-Zyklus verweilen soll.
Max. Drehzahl (Gewinde) - Dies bezieht sich auf die maximale Geschwindigkeit (in U/min) beim Gewindebohren.
Bohrzyklus — Dieses beeinflusst, wie FeatureCAM eine Bohroperation durchführt. Wählen Sie eines der folgenden Elemente aus dem Menü aus:
- Tiefloch — Das Werkzeug führt zu und zieht sich zum Eintauchabstand zurück sowie kehrt zur vorherigen Tiefe zurück. Dieser Zyklus wird unter Verwendung des Tiefloch-Formats im XBUILD ausgegeben.
- Spanbrechen — Das Werkzeug hört lediglich auf zu zustellen, um den Span zu brechen. Dieser Zyklus wird unter Verwendung des Spanbrechen-Formats im XBUILD ausgegeben.
Gewindezyklus beeeinflusst wie eine Gewindeoperation ausgeführt wird. Wählen Sie aus folgenden Optionen aus:
- Fließend — Fließende und Zug-Druck-Halter.
- Starr — Dies ist am häufigsten bei aktuellen Maschinen verfügbar.
- Tiefloch — Das Werkzeug führt Spanbrechbewegungen aus und zieht sich auf den Eintauchabstand zurück sowie kehrt auf die vorherige Tiefe zurück.
- Spanbrechen — Das Werkzeug hört lediglich auf zu zustellen, um den Span zu brechen.
Alle Zyklen setzten das gleiche Gewinde-Programmformat ein, doch gibt es logische reservierte Wörter im XBUILD, um die Gewindetypen voneinander unterscheiden zu können.
Zyklus Räumen — Diese hat Einfluss darauf, wie Reiben ausgeführt wird. Folgendes steht zur Auswahl: V.zeit (Vorschub-Verweilen-Vorschub), Ohne Verweilzeit (Vorschub-Vorschub) und S-Stop Rückzug (Vorschub-Spindel anhalten-Rückzug).
Wenn Sie Ohne Verweilzeit auswählen, wird der Zyklus mithilfe des Ausdrehen (Vor-Vor)-Formats im XBUILD ausgegeben. V.zeit verwendet das Ausdrehen (Vro-Ver-Vor)-Format und S-Stop Rückzug setzt das Ausdrehen (Vor-S-R)-Format ein.
Bohropt. — Dies beeinflusst, wie eine Bohrung ausgeführt wird. Wählen Sie eines der folgenden Elemente aus dem Menü aus:
- Ohne Verweilzeit — Der Zyklus wird mithilfe des Ausdrehen (Vor-Vor) (Vorschub-Vorschub)-Formats im XBUILD ausgegeben.
- V.zeit — Der Zyklus wird mithilfe des Ausdrehen (Vor-Ver-Vor) (Vorschub-Verweilen-Vorschub)-Formats im XBUILD ausgegeben.
- S-Stop Rückzug — der Zyklus wird mithilfe des Ausdrehen (Vor-S-R) (Vorschub-Spindel anhalten-Rückzug)-Formats im XBUILD ausgegeben.
- Kein Rückzug — Der Zyklus with mithilfe des Ausdrehen (Kein Rückzug)-Formats im XBUILD ausgegeben.
X Versatz und Y Versatz — Diese Attribute beeinflussen, wie weit das Ausdrehwerkzeug verschoben wird, bevor es sich zum Drehen-ohne-Rückzug zurückzieht.
Pilotdurchmesser — Diese Option aktiviert und stellt eine Liste mit Bohrergrößen ein, die beim Bohren von Pilotlöchern eingesetzt werden. Geben Sie eine durch Trennzeichen getrennte Liste von Bohrdurchmesern ein. Die Eingabe von 0,5; 1; 1,5 in Zoll führt z. B. dazu, dass Bohrungen mit einem Bohrer mit halber Zollgröße pilotgebohrt werden, damit sie eine am Ende eine Bohrungsgröße von bis zu einem Zoll aufweisen. Eine Bohrung, die größer als of 1,5 Zoll ist, wird mit allen dreien der festgelegten Bohrer pilotgebohrt, bevor sie auf die vorgegebene Größe gebohrt wird. Keine Liste mit Bohrergrößen schaltet das Pilotbohren für das Feature ab, obwohl dieses Attribut ebenfalls als Standard für alle Bauteile gesetzt werden kann.