Die Gleiche Bohrungen in einem Zyklus-Eigenschaft wird auf Bohroperationen angewandt.
Standardmäßig zieht FeatureCAM das Werkzeug zwischen Operationen auf die höherliegende Z-Eilgangshöhe zurück. Obwohl diese Annnahme sicher ist, kann sie zu ineffizienten NC-Programmen führen, da das Programm zwischen jeder Operation abbricht (G80) und dann den Maschinenzyklus-Modus (G81, G83 usw.) wiederherstellt. Die Abbildung unten zeigt ein derartiges Programm.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60G80 N65Z1.0 N70X0.5 N75Z0.1 N80G83R0.1Z-1.0Q0.25F14.3 N85G80 N90Z1.0 N95X1.0 N100Z0.1 N105G83R0.1Z-1.0Q0.25F14.3 N110G80 N115Z1.0 N120G0G91G28Z0M09 N125G49G90 N130M30 |
|
Das Attribut Gleiche Bohrungen in einen Maschinenzyklus hat zwei Funktionen: Zunächst wird ein effizienterer NC-Code erstellt, indem der Festzyklus-Modus nur einmal gestartet wird. Zudem veranlasst es das Werkzeug, sich nach jeder Bohrung auf die niedrigere Eintauchabstand-Ebene zurückzuziehen.
Wenn Optionen > Postprozessorlauf > Makros abschalten abgewählt ist, werden die Bohrpositionen in einem Makro aufgenommen, wie unten im Beispiel für Fanuc-NC-Code dargestellt.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60P1001M98 N65G80 N70G00Z1.0 N75G0G91G28Z0M09 N80G49G90 N85M30 :1001 N90G91 N95X0.5 N100X1.0 N105G90 N110M99 |
|

Wenn Optionen > Postprozessorlauf > Makros abschalten ausgewählt ist, ist der NC-Code noch immer wirkungsvoll, da der Maschinenzyklusmodus nur einmal aufgerufen wurde. Das unten gezeigte Code-Beispiel ist der Fanuc-NC-Code für ein Bohrmuster, bei dem Gleiche Bohrungen in einen Maschinenzyklus aktiviert ist, ohne dass Makros ausgewählt sind.
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60X0.5 N65X1.0 N70G80 N75G00Z1.0 N80G0G91G28Z0M09 N85G49G90 N90M30
Nachdem die Option Gleiche Bohrungen in einen Maschinenzyklus für ein Feature ausgewählt wurde, können Sie die Rückzugsebene für das gesamte Feature auf der Bohrung-Eigenschaften Strategie-Registerkarte oder für die Operationen jedes Features individuell in der Wegfahren-Spalte der Prozess-Manager-Registerkarte festlegen. Sollten Sie einen Postprozessor verwenden, der den Fanuc-Stil G99 "R point level return" und G98 "Initial level return" verwendet, werden diese Codes von FeatureCAM eingesetzt. Andernfalls wird der Maschinenzyklus abgebrochen und falls erforderlich wieder eingesetzt. Es gibt zwei Optionen auf der Strategie-Registerkarte, um die Rückzugsebene für das Feature einzustellen:
|
Rückzug auf Sicherheitshöhe |
Das Werkzeug zieht sich auf die höhere Z-Eilgangshöhe (G98, “Initial level return”, bei einer Fanuc-Steuerung) zurück, nachdem die Operation ausgeführt wurde. |
|
Rückzug auf Eintauchabstand |
Das Werkzeug zieht sich auf die niedrigere Eintauchabstandsebene (G99, “R point level return”, bei einer Fanuc-Steuerung) zurück, nachdem die Operation ausgeführt wurde. |
Um die Rückzugsebenen für einzelne Operationen festzulegen, enthält die Rückzugs-Spalte der Prozess-Manager-Registerkarte eines der folgenden Symbole:
|
|
Der kleine grüne Aufwärtspfeil zeigt an, dass das Werkzeug sich auf die niedrigere Eintauchabstandsebene (G99, “R point level return”, bei einer Fanuc-Steuerung) zurückzieht, nachdem die Operation ausgeführt wurde. Dieser Pfeil kann auf einen großen Pfeil umgeschaltet werden, indem Sie den Pfeil mit der linken Maustaste anklicken und Sie die Option Rückzug auf Sicherheitshöheaus dem Kontextmenü auswählen. |
|
|
Dieser große, grüne Aufwärtspfeil bedeutet, dass das Werkzeug sich auf die höhere Z-Eilgangshöhe (G98, “Initial level return”, bei einer Fanuc-Steuerung) nach der Operation zurückzieht. Dieser Pfeil kann auf einen kurzen Pfeil umgeschaltet werden, indem Sie den Pfeil mit der linken Maustaste anklicken und Sie die Option Rückzug auf Eintauchabstand aus dem Kontextmenü auswählen. |
|
|
Dieser graue Pfeil weist darauf hin, dass sich das Werkzeug auf die höhere Z-Eilgangshöhe nach der Operation zurückzieht; Sie können es nicht anzeigen, da es typischerweise am Ende eines Maschinenzyklus angezeigt wird. |



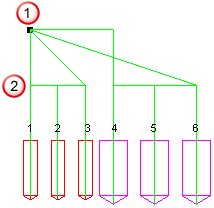
Die Abbildung unten zeigt zwei Bohrmuster. Beim ersten Muster mit den Bohrungen 1, 2 und 3 ist Gleiche Bohrungen in einem Zyklus ausgewählt. Bohrung 2 wurde geändert, damit sie sich auf die Eilgangshöhe zurückzieht.

 Werkzeugwechselpunkt
Werkzeugwechselpunkt
 Eilgangshöhe
Eilgangshöhe
 Rückzugsebene
Rückzugsebene
Falls Sie einen Postprozessor verwenden, der unterschiedliche Eilgangshöhen innerhalb eines Maschinenzyklus unterstützt, z. B. ein Fanuc-Postprozessor, der G98/G99 unterstützt, können Sie einen effizienteren G-Code erstellen. Fanuc unterstützt G98 zum Rückzug auf die höhere Z-Eilgangshöhe und G99 zum Rückzug auf die niedrigere Eintauchabstandsebene. Diese G-Codes werden in den Postprozessor als R-Ebenen-Rückzug eingegeben (für die niedrigere Eintauchabstandsebene, G99) und als Z-Eilgangshöhe-Rückzug (für die höhere Z-Eilgangshöhe, G98). Daraus entsteht folgendes Programm:
N65 G83 G98 Z-1.0751 R0.1 Q0.25 F14.3 N70 X0.0 N75 X0.5 N80 X1.0 G99 N85 X1.5 G98 N90 X2.0 N95 X2.5 G99 N100 G80