Setzen Sie die Glätten-Seite ein, um Änderungen in der Werkzeugachsengeschwindigkeit oder dem -winkel zu glätten. Dies hält Vibrationen auf der Werkzeugmaschine gering.
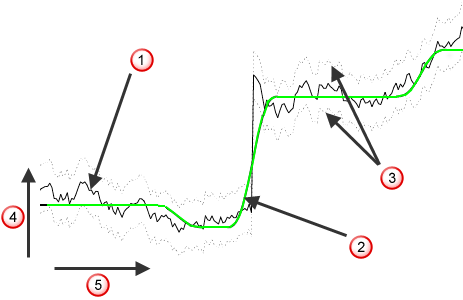
 Ursprünglicher Werkzeugweg, keine Glättung
Ursprünglicher Werkzeugweg, keine Glättung
 Geglätteter Werkzeugweg
Geglätteter Werkzeugweg
 Grenzen der maximalen Winkelkorrektur
Grenzen der maximalen Winkelkorrektur
 Seitenwinkel oder Höhenwinkel
Seitenwinkel oder Höhenwinkel
 Werkzeugwegabstand
Werkzeugwegabstand
Diese Seite beinhaltet Folgendes:
Höhenwinkel — Wählen Sie aus, wie der Höhenwinkel der Werkzeugachse geglättet werden soll. Ein Höhenwinkel von  90
90 richtet das Werkzeug an der Z-Achse aus, und ein Höhenwinkel von 0 bedeutet, das sich Werkzeug in der XY-Ebene befindet.
richtet das Werkzeug an der Z-Achse aus, und ein Höhenwinkel von 0 bedeutet, das sich Werkzeug in der XY-Ebene befindet.
- Keine — Wählen Sie diese Option aus, um keine Glättung zu haben. Die Werkzeugachsen-Ausrichtung bewegt sich bei Bedarf.
- Geglättet — Wählen Sie diese Option aus, um den Werkzeugachsenwinkel sanft über den Glättungsabstand zu ändern. Diese Winkeländerung beträgt nie mehr als die Maximale Winkelkorrektur, außer wenn der Winkel des ungeglätteten Werkzeugweges um mehr als die Maximale Winkelkorrektur in weniger als dem Glättungsabstand variiert. In diesen Bereichen kann sich der Winkel um mehr als die Maximale Winkelkorrektur verändern, damit glatte Ergebnisse erreicht werden können.
- In Stufen auf der Fläche — Wählen Sie diese Option, um eine Änderung des Werkzeugachsenwinkels bis zur Maximalen Winkelkorrektur zu ermöglichen, um Schritte mit konstantem Wert zu formen. Um abrupte Werkzeugachsenbewegungen zu vermeiden wird ein sanfter Übergang zwischen den Schritten gemacht, angefangen den Glättungsabstand entfernt von den möglichen Enden von benachbarten Schritten. Das Werkzeug bleibt in Kontakt mit der Fläche.
- Gestuft mit Verbindungen — Wählen Sie diese Option, ähnlich wie In Stufen auf Fläche, um eine Änderung des Werkzeugachsenwinkels bis zur Maximalen Winkelkorrektur zu ermöglichen, um Schritte mit konstantem Wert zu formen. In diesem Fall werden die Werkzeugweg-Segmente am Ende jedes Schrittes unterteilt, und Übergangsbewegungen werden eingefügt, damit die Werkzeugachse sich ändert während das Werkzeug nicht mit dem Modell in Kontakt ist. Dies bedeutet, dass der Werkzeugachsenwinkel jedes Werkzeugweg-Segments konstant ist.
-
Schaufel - Sturzfräsen – Diese Option ist nur bei der Einzelschaufelbearbeitung verfügbar. Wählen Sie diese Option aus, um die Werkzeugachse automatisch zu glätten. Das Ändern des Winkels findet im Rahmen von Maximale Winkelkorrektur statt, es sei denn, der Winkel des ungeglätteten Werkzeugwegs unterscheidet sich um mehr als den Wert für Maximale Winkelkorrektur in weniger als dem Glättungsabstand. Mit dieser Option werden Annahmen über die Ausrichtung des Bauteils auf der Maschine getroffen, dabei werden der verwendete Fräser, die ursprüngliche Werkzeugachse und die Rotationskonfiguration des Bearbeitungswerkzeugs berücksichtigt. Dann wird automatisch die angemessene Methode für das Glätten des Werkzeugwegs ausgewählt. Um große Änderungen an der Position der Werkzeugspitze und daraus resultierende unerwünschte Werkzeugwege zu verhindern, kann es bei Verwendung dieser Option vorkommen, dass der Kontaktpunkt auf der Oberfläche nicht immer beibehalten wird, wenn dies als die optimale Lösung angesehen wird.
Maximale Winkelkorrektur — Geben Sie den maximalen Winkel ein, um den die Achse von der ursprünglichen in der Höhenwinkel-Richtung abweichen darf. Die maximale Winkelkorrektur wird nur dann überschritten, wenn sich der ungeglättete Werkzeugweg um mehr als diesen Wert und in weniger als dem Glättungsabstand bewegt. In diesen Bereichen kann sich der Winkel um mehr als die Maximale Winkelkorrektur verändern, damit glatte Ergebnisse erreicht werden können.
Seitenwinkel — Wählen Sie aus, auf welche Weise der Seitenwinkel der Werkzeugachse geglättet werden soll. Der Seitenwinkel ist der Winkel zwischen der  X-Achse und der Projektion des Werkzeugs in der XY-Ebene.
X-Achse und der Projektion des Werkzeugs in der XY-Ebene.
Maximale Winkelkorrektur — Geben Sie den maximalen Winkel ein, um den die geglättete Achse von der ursprünglichen in der Seitenwinkelrichtung abweichen kann. Die maximale Winkelkorrektur wird nur dann überschritten, wenn sich der ungeglättete Werkzeugweg um mehr als diesen Wert und in weniger als dem Glättungsabstand bewegt. In diesen Bereichen kann sich der Winkel um mehr als die Maximale Winkelkorrektur verändern, damit glatte Ergebnisse erreicht werden können.
Glättungsabstand — Geben Sie den Abstand ein, über den die Achsenbewegung geglättet werden soll. Wenn Sie die Option In Stufen auf der Fläche einsetzen oder bei drastischen Richtungsänderungen beim ursprünglichen Werkzeugweg (z. B. bei einer rechtwinkligen Ecke), führt dies zu schnellen Änderungen in der Orientierung der Werkzeugachse, welches Verweilzeitmarkierungen hinterlässt. Um dieses zu verhindern, verschneidet der Glättungsabstand die Richtungsänderung, was zu einer stark verbesserten Oberflächenqualität führt.
Drehachsenkonfiguration – Im schreibgeschützten Feld wird das Koordinatensystem angezeigt, das PowerMill verwendet, um den Höhenwinkel und den Seitenwinkel zu definieren, damit die Werkzeugachse geglättet wird, wenn die Option Werkzeugachsenglättung auf der Seite Werkzeugachse des Strategiedialogfelds oder auf der Definition-Registerkarte des Dialogfelds Werkzeugachse ausgewählt ist. Wählen Sie, um die von PowerMill verwendete Arbeitsebene festzulegen, eine Drehachsenkonfigurations-Option auf der Seite Werkzeugmaschine des Strategiedialogfelds.