Méthode de décalage — Ceci contrôle si le décalage du parcours de fil est effectué sur la machine en utilisant la compensation d'outil ou par FeatureCAM. Sélectionnez Comp. d'outil pour effectuer le décalage sur la machine, ou Décalage de parcours si vous voulez que FeatureCAM effectue le décalage.
Passes totales — Entrez le nombre total de passes à prendre pour usiner la feature. Si une feature comporte une opération de retrait, de stop ou de coupe-chute, ces opérations sont toutes effectuées Passes totales - Passes de contour. Si une feature comporte une opération de contour, Passes totales doit être d'au moins 2. Passes totales doit être entre 1 et 9.
Passes contour — Ceci est le nombre de passes à prendre pour l'opération de contour pour une opération de retrait, de stop ou de contour.
Unidirectionnel — S'applique aux opérations de contour, de stop, de retrait et de coupe-chute qui utilisent la méthode de décalage Compensation d'outil.
Pour plusieurs passes, la direction d'usinage pour chaque passe suivante n'est pas inversée et toutes les passes se trouvent dans la direction définie. A la fin de chaque passe, le fil est coupé et la machine se repositionne au point de départ pour la passe suivante.
Utiliser macro si possible
S'applique aux opérations de contour, de stop, de retrait et de coupe-chute qui utilisent la méthode de décalage Compensation d'outil. Disponible uniquement pour les feature 2-axes.
Cette option active la création automatique de sous-programmes pour l'usinage des opérations. Vous devez définir le format et la sortie des sous-programmes dans le post-processeur. L'utilisation de sous-programmes est utile quand vous produisez des programmes en chaîne. Dans ce cas, chaque contour d'usinage est écrit dans un sous-programme distinct. Le programme d'appel principal ne contient alors que les mouvements requis pour se déplacer au prochaine point de départ.
Pour plusieurs passes, si l'option Unidirectionnel est activée, alors une seule macro est extraite, contenant une seule passe.
Brut total — Il 'agit de la valeur par défaut pour l'attribut de feature de brut total.
Brut de contour — Il s'agit de la valeur par défaut pour l'attribut de feature de brut de contour.
Enchaînement — Il s'agit de l'attribut par défaut pour l'attribut de feature d'enchaînement. Cet attribut par défaut est spécifié par un pourcentage du diamètre du fil. Ce paramètre définit l'enchaînement entre les passes pour les opérations de coupe-chute, de stop, de retrait et de contour.
Usiner toutes les passes d'une courbe — Pour les features avec plusieurs courbes, activez cette option pour effectuer toutes les opérations sur chaque courbe avant de passer à la courbe suivante. Si l'option est désactivée, la première opération est effectuée sur toutes les courbes, puis l'opération suivante, et ainsi de suite.
Usiner la 1ère passe de toutes les courbes — Pour les features avec plusieurs courbes, sélectionnez cette option pour usiner toutes les passes pour une courbe avant de passer à la courbe suivante.
La surépaisseur de reste est la valeur de matière à laisser après les opérations de retrait, tronçonnage et contournage.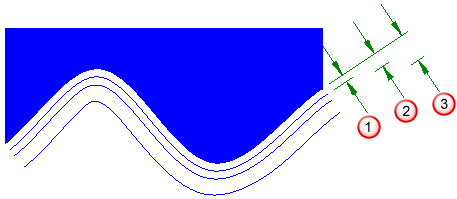
 — Surépaisseur de reste
— Surépaisseur de reste
 — Brut de contour
— Brut de contour
 — Brut total
— Brut total