Concordante — Selecione essa opção para que a ferramenta fique do lado esquerdo da aresta usinada (na direção de curso da ferramenta). Desabilite para fresamento discordante, com a ferramenta do lado direito da aresta usinada.
Desbaste bidirecional — Habilite essa opção para usinar em ambas as direções. Quando desabilitado, desbaste discordante é executado e o caminho de corte se move rápido em uma direção com movimentos rápidos de retorno acima do bloco para preparação para o próximo passo. Concordante controla a direção de corte.
Usar ferr. acab. — Quando desabilitado, a mesma ferramenta é utilizada para ambos os passos de Desbaste e Acabamento. Habilite Usar ferr. acab. para criar uma nova ferramenta para acabamento. Essa ferramenta de acabamento é idêntica à ferramenta que foi selecionada para desbaste. O nome da nova ferramenta recebe o sufixo -acabamento. Por exemplo, se o nome da ferramenta de desbaste for fresa-topo1.0, a ferramenta de acabamento é chamada fresa-topo1.0-acabamento. Essa ferramenta de acabamento não é permanentemente associada a uma base de ferramentas, é uma ferramenta temporária para uso apenas no documento atual.
Comp fresa acab. — Habilite essa opção para utilizar compensação de fresa para os passos de Acabamento e Semi-acabamento de uma figura fresada.
Comp fresa desbaste — Selecione essa opção para habilitar compensação de fresa para o passo de desbaste de todas as figuras fresadas no documento atual por padrão. Consulte Comp fresa acab para maiores informações.
Comp. fresa chanfro — Selecione essa opção para habilitar compensação de fresa para operações de chanfro de todas as figuras fresadas no documento atual por padrão.
Programação linha da peça — É um tipo em particular de compensação de fresa para figuras fresadas. Se ativo, as dimensões de desenho da figura têm saída gerada como o percurso em vez da linha de centro da ferramenta. A ferramenta selecionada para cortar a figura ainda é importante mesmo ao utilizar programação linha da peça. Se a mesma ferramenta for utilizada para desbaste, certifique-se de que o diâmetro real da ferramenta não desvie muito do diâmetro da ferramenta utilizada pelo FeatureCAM a fim de assegurar que a área apropriada seja coberta para os passos de desbaste. Certifique-se também de que o diâmetro da ferramenta de acabamento selecionada seja suficientemente pequeno para cortar a figura inteira. Se você tiver selecionado uma ferramenta grande demais para cantos estreitos, não pode corrigir o percurso apenas com compensação de fresa.
O FeatureCAM calcula automaticamente o ponto de entrada do seu passo de acabamento e adiciona um movimento linear e um movimento em rampa (com base no atributo Diâ rampa) ao seu passo de acabamento para acomodar compensação de fresa. Se um aviso for exibido na lista de operações como "Incapaz de encontrar arco de saída/entrada em rampa" ou "Incapaz de estender extremidade de perfil aberto", corrija o problema diminuindo o atributo de Diâmetro de rampa ou modificando o Pto de pré-furação.
Minimizar retração da ferr. — Habilite essa opção para reduzir a quantidade de retração realizada pela ferramenta ao fresar uma figura. Em vez de retrair, a ferramenta continua a avançar para sua próxima posição.
Níveis desb. individuais — O passo de desbaste é geralmente realizado em níveis Z múltiplos devido à profundidade da figura. Habilite essa opção para listar tudo a fim de editar os atributos de cada nível separadamente.
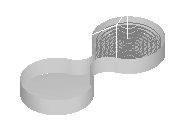
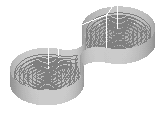
Profund. 1º — Habilite essa opção para cortar cada região de uma figura completamente antes de seguir para outra região. Os percursos descem em Z.
Se essa opção não estiver selecionada, então todas as regiões de uma figura são cortadas em um nível Z antes de descer para um nível Z inferior.
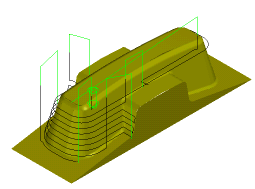
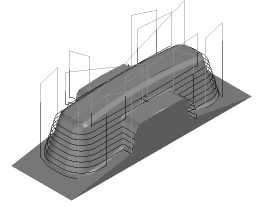
As imagens abaixo mostram como regiões de uma figura são completamente cortadas antes de seguir para outra região.
Se você estiver utilizando ferramentas múltiplas de desbaste ou ferramentas múltiplas de acabamento, para o desbaste eficiente de cantos estreitos Profund. 1º também é útil.
As imagens abaixo mostram uma ferramenta realizando acabamento de cantos estreitos em modo profundidade primeiro.
Reordenar — O atributo Reordenar faz com que o FeatureCAM sequencie novamente os percursos para minimizar retrações enquanto tenta evitar cortes com largura completa. Utilize Reordenar quando você tiver uma peça onde diversas regiões separadas são cortadas. Caso deseje que os percursos movam-se diretamente através de uma superfície sem se preocupar com retrações, desmarque Reordenar.
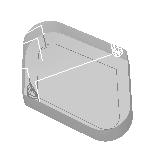
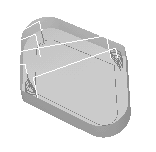
Para operações nível Z (desbaste e acabamento), o atributo Reordenar habilita usinagem de zona, onde os percursos descem na direção Z (ou -Z) se isso for mais eficiente do que cortar a peça inteira em níveis Z completos. O exemplo abaixo mostra que os percursos cortam o topo da peça em níveis Z completos e então cortam um lado e o outro.
Menu Posição 5-eixos — Geralmente existe uma opção de orientação alternativa para acessar uma face. Selecione entre:
- Padrão — A orientação padrão.
- Alternar — A orientação alternativa.
- Usar Preferência PósProc — Utiliza a posição (Positiva ou Negativa) definida no XBUILD no diálogo Cinco Eixos para a opção Orientação preferencial do eixo rotativo primário.
- Usar Limites de Eixo — Permitir que o FeatureCAM selecione a orientação que melhor se ajuste dentro dos limites de eixo definidos no arquivo MD.
Evasão de fixação — Clique nesse botão para exibir o diálogo Evasão de Fixação, que permite especificar as opções para evasão de sólidos de fixação em percursos 3 eixos e NT.
Movimentos Não-Cortantes — Clique nesse botão para exibir o diálogo Movimentos Não-Cortantes Vortex, que permite especificar se ocorre retração e aumento de avanço em movimentos não cortantes para percursos Vortex.
Usar novo percurso de canal DI/DE — Selecione essa opção para utilizar o novo estilo de percurso Canal Lateral, ou desfaça a seleção para habilitar compatibilidade reversa. Quando essa opção está selecionada, as seguintes alterações são realizadas em percursos de canal lateral:
- Os movimentos de mergulho e retração são verificados quanto a invasões.
Verificação de invasão pode ser desabilitada em movimentos de mergulho e retração desfazendo a seleção da opção Verificação de invasão de mergulho na guia Estratégia do diálogo Propriedades da Figura.
- Você pode utilizar acabamento wind fan para a operação de acabamento.
Para especificar as configurações wind fan, clique em Wind Fan na guia Estratégia do diálogo Propriedades da Figura, e utilize o diálogo Opções de Acabamento Wind Fan.
- Você pode utilizar movimentos de aproximação em arco para as operações de acabamento. Caso contrário, você somente pode utilizar um movimento de aproximação linear.
Para utilizar um movimento de entrada em arco, selecione Aprox. Arco na guia Passos Laterais do diálogo Propriedades da Figura.
- Você pode definir um ponto inicial para o passo de acabamento.
Para definir um ponto inicial, utilize o atributo Pto inicial na guia Mergulho do diálogo Propriedades da Figura.
Entalhamento trocoidal
Corte trocoidal — Habilite essa opção para utilizar um corte trocoidal num Canal Simples. Selecione a direção dos trocóides para um corte trocoidal, entre Hor (horário) e AntiHor (anti-horário).
Em vez de um simples corte de entalhamento, a ferramenta utiliza uma série de círculos, por exemplo:
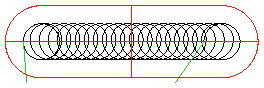
Um percurso trocoidal reduz a carga na ferramenta.
% Diâ. máx da ferr. — É a porcentagem da largura do canal utilizada para determinar o diâmetro da ferramenta que será selecionada.
% Dist. máx. passo — É especificado como uma porcentagem do diâmetro da ferramenta e representa a distância máxima entre círculos adjacentes do percurso.