PDC Constt — Consulte Profund. corte desbaste.
Sobremetal de acabamento X
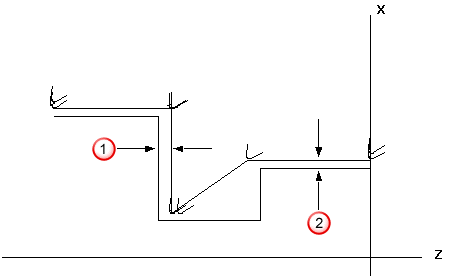
Sobremetal de acabamento Z
Sobremetal de acabamento X
S-metal de acab. Z — Consulte S-metal de acab. X.
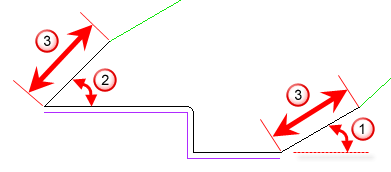
Âng. Engate de Desbaste — Insira o ângulo segundo o qual a ferramenta acessa o bloco em operação de desbaste quando Comp RPF está inativo.
Âng. Engate de Acabamento — Insira o ângulo segundo o qual a ferramenta acessa o bloco em operações de acabamento quando Comp RPF está inativo.
Âng retrocesso desbaste — Insira o ângulo segundo o qual a ferramenta se afasta do bloco após o corte durante operações de desbaste quando Comp RPF está inativo.
Âng retrocesso acab. — Insira o ângulo segundo o qual a ferramenta se afasta do bloco após o corte durante operações de acabamento quando Comp RPF está inativo.
Compr. retrocesso — É a distância ao longo da linha do ângulo de retrocesso pela qual a ferramenta se afasta antes de retornar para o próximo passo.
Comprimento de retrocesso
Fronteira
 Folga
Folga
 Profundidade
Profundidade
Usar folga como compr retrocesso de acab. — Quando selecionado, o valor de Folga é utilizado como comprimento de aproximação e retrocesso para movimentos de acabamento. Quando não selecionado, o valor Compr retrocesso é utilizado.
Compensação raio pta da ferr.
Habilite essa opção para ignorar o raio da ferramenta ao gerar passos para figuras de Torno, Broquear e Face. A geometria real da peça tem saída gerada como o percurso. Assume-se que a compensação de raio da ferramenta será realizada pelo operador na máquina ferramenta quando essa opção está habilitada.
Selecione se você deseja Comp RPF para operações de Desbaste, Semi-Acabamento, e Acabamento. Insira os parâmetros de Ângulo de entrada, Ângulo de saída e Distância de aproximação para Comp RPF.
|
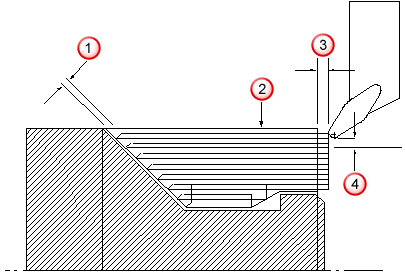
Exemplo de figura de torno
|
|
Âng entrada de desbaste — Insira o ângulo segundo o qual a ferramenta acessa o bloco em operações de desbaste quando Comp RPF está ativo.
Âng entrada de acabamento — Insira o ângulo segundo o qual a ferramenta acessa o bloco em operações de acabamento quando Comp RPF está ativo.
Âng saída de desbaste — Insira o ângulo segundo o qual a ferramenta se afasta do bloco após o corte durante operações de desbaste quando Comp RPF está ativo.
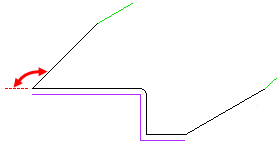
Âng saída de acabamento — Insira o ângulo segundo o qual a ferramenta se afasta do bloco após o corte durante operações de acabamento quando Comp RPF está ativo.
Reutilizar percurso em ciclo combinado — Relacionado a Usar ciclo combinado. Habilite essa opção para gerar saída da curva para o arquivo NC uma vez e então referenciar nos ciclos combinados de Desbaste e Acabamento. Essa opção está habilitada por padrão.
Folga de ciclo combinado X e Z — Esses atributos controlam a posição da ferramenta antes do início de um ciclo combinado de torneamento. A posição da ferramenta é obtida aplicando as folgas X e Z ao ponto inicial da curva.
Raio do arco de contato de corte reverso — Especifique o tamanho do arco no início de cada corte em uma estratégia de Corte Reverso. Insira um raio ou selecione Utilizar DOC para utilizar o valor do documento.
Dist. afastamento corte reverso — Insira a distância que a ferramenta retrocede ao final de cada corte antes de retornar para o próximo passo.