O atributo Furos similares em ciclos combinados se aplica a operações de furação.
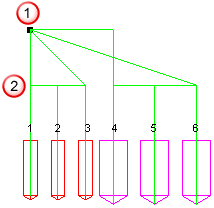
Por padrão, o FeatureCAM retrai a ferramenta para o Plano Z rápido mais alto entre operações. Embora essa seja uma suposição segura, pode resultar em programas NC de peça ineficientes pois entre cada operação o programa cancela (G80) e então restabelece (G81, G83, e assim por diante) o modo de ciclo combinado. A imagem abaixo mostra um exemplo de programa ineficiente.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60G80 N65Z1.0 N70X0.5 N75Z0.1 N80G83R0.1Z-1.0Q0.25F14.3 N85G80 N90Z1.0 N95X1.0 N100Z0.1 N105G83R0.1Z-1.0Q0.25F14.3 N110G80 N115Z1.0 N120G0G91G28Z0M09 N125G49G90 N130M30 |
|
O atributo Furos similares em ciclos combinados serve para duas funções: ele cria código numérico mais eficiente acessando o modo de ciclo combinado apenas uma vez; e faz com que a ferramenta retraia para um plano de Folga de mergulho após a furação de cada furo.
Se Opções > Pós Proc > Desabilitar Macros estiver inativo, as posições de furo são incluídas em uma macro como mostrado no exemplo de código numérico Fanuc abaixo.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60P1001M98 N65G80 N70G00Z1.0 N75G0G91G28Z0M09 N80G49G90 N85M30 :1001 N90G91 N95X0.5 N100X1.0 N105G90 N110M99 |
|
Se Opções > Pós Proc > Desabilitar Macros estiver selecionado, o código numérico ainda é eficiente, pois o modo de ciclo combinado é acessado apenas uma vez. O exemplo de código mostrado abaixo é um código numérico Fanuc para um padrão de furo com Furos similares em ciclos combinados selecionado, mas sem macros.
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60X0.5 N65X1.0 N70G80 N75G00Z1.0 N80G0G91G28Z0M09 N85G49G90 N90M30
Após selecionar Furos similares em ciclos combinados numa figura, você pode especificar o plano de retração para a figura toda na guia Estratégia das Propriedades de Figura de Furo ou para cada uma das operações da figura individualmente na coluna Retrair da guia Lista de Op. Se você estiver utilizando um pós-processador que suporte G99 "Retorno ao plano de referência R" e G98 "Retorno ao plano inicial" estilo Fanuc, então esses códigos serão utilizados pelo FeatureCAM. Caso contrário o ciclo combinado é cancelado e restabelecido conforme necessário. Para definir o plano de retração para a figura, existem duas opções na guia Estratégia:
|
Retrair p/ plano Z rápido |
A ferramenta retrai para o Plano Z rápido (G98, "Retorno ao plano inicial", num controle Fanuc) após realizar a operação. |
|
Retrair p/ folga de mergulho |
A ferramenta retrai para o plano de folga de mergulho inferior (G99, "Retorno ao plano de referência R", num controle Fanuc) após realizar a operação. |
Para definir o plano de retração para operações individuais, a coluna Retrair da Lista de Op contém um dos seguintes símbolos:
|
|
Esta pequena seta verde indica que a ferramenta retrai para o plano de folga de mergulho inferior (G99, "Retorno ao plano de referência R", num controle Fanuc) após realizar a operação. Esta seta pode ser alternada para uma seta mais longa clicando na seta com o botão esquerdo do mouse e selecionando Retrair p/ plano Z rápido no menu de contexto. |
|
|
Esta longa seta verde para cima significa que a ferramenta retrai para o Plano Z Rápido mais alto (G98, "Retorno ao plano inicial", num controle Fanuc) após a operação. Esta seta pode ser alternada para uma seta mais curta clicando na seta com o botão esquerdo do mouse e selecionando Retrair p/ folga de mergulho no menu de contexto. |
|
|
Esta seta cinza indica que a ferramenta retrai para o Plano Z Rápido mais alto após a operação; isso não pode ser modificado pois é tipicamente mostrado no final de um ciclo combinado. |



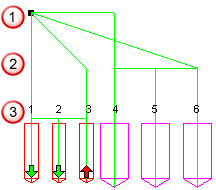
A imagem abaixo mostra dois padrões de furo. O primeiro padrão que contém os furos 1, 2 e 3 apresenta Furos similares em ciclos combinados selecionado. O furo 2 foi modificado para retrair para o plano Rápido.
 Posição de troca de ferramenta
Posição de troca de ferramenta
 Plano rápido
Plano rápido
 Plano de retração
Plano de retração
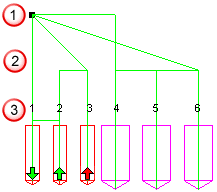
Se você estiver utilizando um pós-processador que suporte planos rápidos diferentes dentro de um ciclo combinado, isso é, um pós-processador Fanuc que suporte G98/G99, então você pode criar código G mais eficiente. Fanuc suporta G98 para retração para o Plano Z rápido mais alto e G99 para retração para o plano de folga de mergulho mais baixo. Esses códigos G são inseridos no pós-processador como Retração plano R (para o plano de folga de mergulho mais baixo, G99) e Retração Z rápido (para o Plano Z rápido mais alto, G98). O programa resultante é o seguinte:
N65 G83 G98 Z-1.0751 R0.1 Q0.25 F14.3 N70 X0.0 N75 X0.5 N80 X1.0 G99 N85 X1.5 G98 N90 X2.0 N95 X2.5 G99 N100 G80