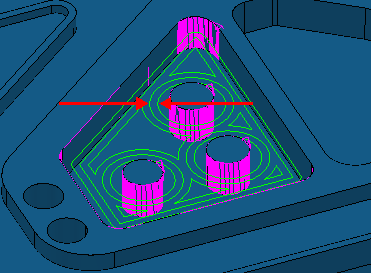
Utilize a página Perfil de figura para criar um percurso fatiando as figuras em alturas Z especificadas e então usinar os perfis de figura em cada altura Z.
Direção de corte — Selecione a tecnologia de fresamento.
Selecione uma Direção de Corte entre o seguinte:
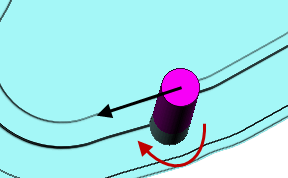
- Concordante — Selecione para criar percursos utilizando somente fresamento concordante, onde possível. A ferramenta fica à esquerda da aresta usinada quando visualizada na direção do curso.
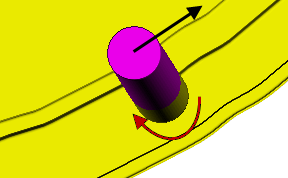
- Discordante — Selecione para criar percursos utilizando somente fresamento discordante, onde possível. A ferramenta fica à direita da aresta usinada quando visualizada na direção do curso.
- Qualquer — Selecione para criar percursos utilizando usinagem discordante e concordante. Isso minimiza subidas e curso de ferramenta.
Quando existirem vários passos de contorno, você pode configurar uma direção de corte diferente para o passo de contorno final.
- Perfil — Selecione a direção de corte do passo de contorno final.
- Perfis adicionais — Selecione a direção de corte de todos os passos exceto o passo de contorno final.
Tolerância — Insira um valor para determinar com que precisão o percurso segue o contorno do modelo.
Sobremetal — Insira a quantidade de material a ser deixado na peça. Clique no botão Sobremetal  para separar a caixa Sobremetal em Sobremetal radial
para separar a caixa Sobremetal em Sobremetal radial  Sobremetal axial
Sobremetal axial  . Utilize para especificar Sobremetal Radial e Axial separados como valores independentes. Valores separados de Sobremetal Radial e Sobremetal Axial são úteis para peças ortogonais. Você pode utilizar sobremetal independente em peças com paredes inclinadas, embora seja mais difícil prever os resultados.
. Utilize para especificar Sobremetal Radial e Axial separados como valores independentes. Valores separados de Sobremetal Radial e Sobremetal Axial são úteis para peças ortogonais. Você pode utilizar sobremetal independente em peças com paredes inclinadas, embora seja mais difícil prever os resultados.
Sobremetal radial — Insira o offset radial com relação à ferramenta. Em usinagem 2.5-eixos ou 3-eixos, um valor positivo deixa material em paredes verticais.
Sobremetal axial — Insira o offset com relação à ferramenta, apenas na direção do eixo ferramenta. Em usinagem 2.5-eixos ou 3-eixos, um valor positivo deixa material em faces horizontais.

 Sobremetal do componente — Clique para exibir o diálogo Sobremetal do componente , que permite especificar os sobremetais das diferentes superfícies.
Sobremetal do componente — Clique para exibir o diálogo Sobremetal do componente , que permite especificar os sobremetais das diferentes superfícies.
Passo lateral — Insira a distância entre passos sucessivos de usinagem.
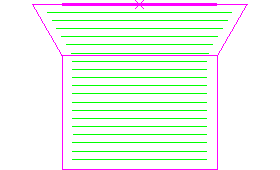
Passo lateral com Estilo configurado como Offset modelo:
Passo lateral com Estilo configurado como Raster:

 Copiar passo lateral da ferramenta — Clique para carregar a profundidade de corte radial dos dados de corte da ferramenta ativa. A profundidade de corte radial é medida normal ao eixo da ferramenta.
Copiar passo lateral da ferramenta — Clique para carregar a profundidade de corte radial dos dados de corte da ferramenta ativa. A profundidade de corte radial é medida normal ao eixo da ferramenta.
 .
.
Passo vertical — Insira a distância entre diferentes níveis de usinagem.

- Automático — O valor Passo Vertical define as alturas Z, e apaga qualquer altura Z existente.
O PowerMill cria uma Altura Z até o valor de Passo Vertical inserido, a partir do topo do bloco, e então desce uma altura definida em Z. A altura Z final será no fundo do bloco. A definição de Passo Vertical leva em conta Alturas Z existentes (como aquelas calculadas quando a opção Usinagem Plana é selecionada). O PowerMill analisa pares de Alturas Z existentes e adiciona o número mínimo de Alturas Z extras entre eles, de forma que o passo vertical entre alturas seja menor ou igual ao valor do Passo Vertical especificado.
- Manual — Você especifica as alturas Z. Clique no botão Alturas Z
 para exibir o diálogo Alturas Z de Desbaste para especificar as alturas Z manualmente.
para exibir o diálogo Alturas Z de Desbaste para especificar as alturas Z manualmente.
Copiar passo vertical da ferramenta — Clique para carregar a profundidade de corte axial dos dados de corte da ferramenta ativa. A profundidade de corte axial é medida ao longo do eixo da ferramenta.
.
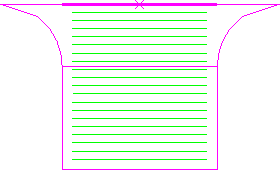
Passo Vertical Constante — Quando selecionado, todos os níveis restantes apresentam o mesmo espaçamento, e o valor de Passo vertical é um passo vertical máximo. Quando não selecionado, a diferença entre níveis de usinagem consecutivos é o valor de Passo vertical para todos os níveis exceto o último, que está na base do bloco.
Passo Vertical Constante não selecionado:
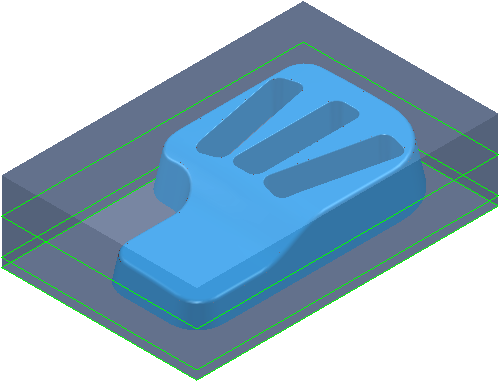
Com Passo vertical de 20, as alturas Z estão em 15, -5 e -10.
O passo vertical é o valor para todos os níveis (nesse caso 20) exceto pelo último, que está na base do bloco (nesse caso um Passo vertical de 5).
Passo Vertical Constante selecionado:
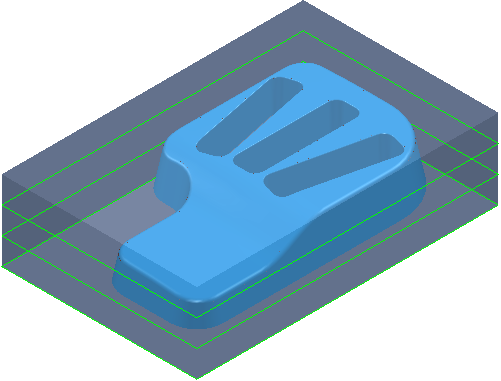
Com Passo vertical de 20, as alturas Z estão em 20, 5 e -10. Isso resulta num passo vertical efetivo de 15.
O passo vertical é o mesmo entre todos os níveis mas não é necessariamente o valor especificado. Nesse caso, o PowerMill utiliza um Passo vertical de 15 em vez de 20.
Usinagem de resíduo — Selecione para alternar a estratégia para Perfil de Resíduo de Figurae habilitar a página Resíduo com opções adicionais para usinagem de resíduo. Essa opção não está selecionada por padrão nessa estratégia.
Ignorar chanfros — Quando selecionado, os chanfros não são usinados.
Ignorar chanfros inativo.
Ignorar chanfros ativo.

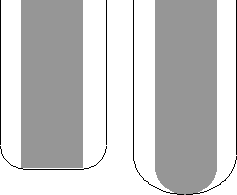
Ignorar fillets superiores — Quando selecionado, os fillets superiores não são usinados.
Ignorar fillets superiores inativo
Ignorar fillets superiores ativo