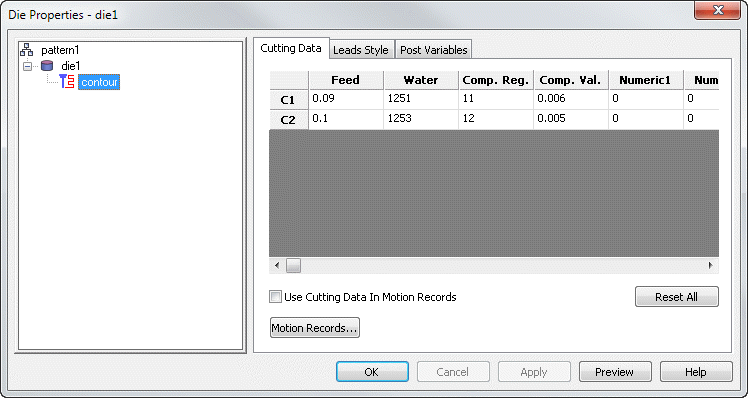
在上面的示例中,C1 是第一个路径,C2 是第二个路径。
进给是进给率。
水是在其中输入 EPAK 值的位置。对于 E1251 的 EPAK 值,输入 1251。
注: 您的机床应随附文档以列出各种材料和厚度的 EPAK 值。例如,它应为 0.5 英寸厚的铝提供一个 EPAK 值,为 0.75 英寸厚的铝提供另一个 EPAK 值,再为 0.5 英寸厚的钛提供另一个 EPAK 值,等等。每个 EPAK 均包含“打开时间”、“关闭时间”、“停留”、“电压”等设置。
“补偿注册编号”将每个补偿值与特定路径相关联,并在 NC 代码中显示为 H11、H12 等。
补偿值基本上为金属线半径加上金属丝偏移。补偿值还应位于机床的文档中。
以下是上述示例的 NC 代码,其中来自工作台的值以粗体显示:
N10 G90 N15 M101 N20 M106 Q-2 N25 G53 G92 X-95.956 Y-61.722 Z0 N30 M20 (WIRE THREAD LN) N35 M78 ( FILL TANK ) N40 M78 N45 M80 ( FLUSHING ON ) N50 M82 ( WIRE FEED ON ) N55 M84 ( MACHINING ON ) N60 M90 ( ADAPTIVE CONTROL ON ) N65 H11=0.006 N70 E1251 F0.090 N75 G01 G42 X-369.727 Y-348.437 H11