您可以使用“孔特征属性”对话框的“循环”选项卡来编辑操作的钻孔循环属性。
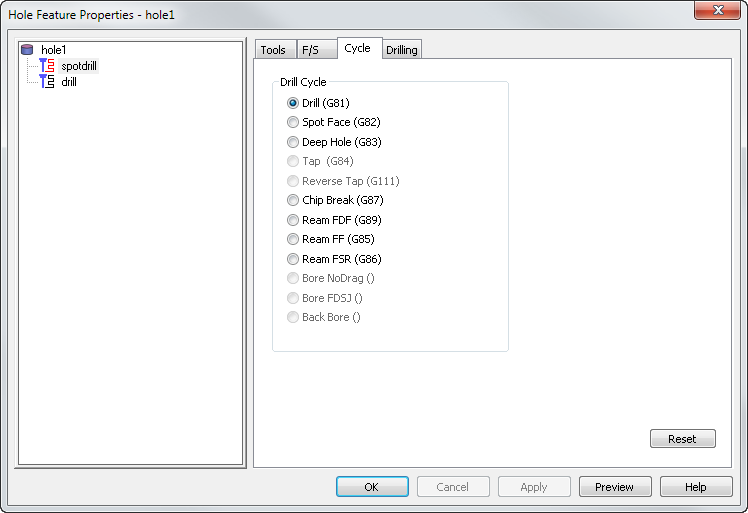
钻孔 (G81) — 这是不执行任何啄孔的直上直下运动。
延时钻孔 (G82) — 这是具有可选停留的钻孔循环。
深孔 (G83) — 从孔中清理碎屑的过程中,钻一直退刀到下切间隙平面的次数。可以修调每个操作的刀具啄孔选项,但在 CNC 文件中指定啄孔样式。
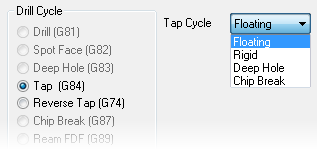
攻丝 (G84) — 使用“攻丝循环”选项选择攻丝类型。选项包括“浮动”、“刚性”、“深孔”和“断屑钻”。所有循环使用相同的攻丝程序格式,但在 XBUILD 中存在逻辑保留字以区分指定的攻丝类型。
反向攻丝 (G74) — 这是左手攻丝循环。
注: 如果未在 XBUILD 的“NC 代码”对话框中输入“反向攻丝”循环的 G 代码,则将执行计算的固定移动。
断屑钻 (G87) — 在该循环中,钻在再次下切之前将撤回较短的距离以清除碎屑。
铰孔 — 该循环可影响铰孔的执行方式。选项包括“铰孔 FDF”(进给-停留-进给)(G89)、“铰孔 FF”(进给-进给)(G85) 和“铰孔 FSR”(进给-停止主轴-退刀)(G86)。
注: 如果选择“铰孔 FF”,则将在 XBUILD 中使用“镗孔 (FF)”格式后处理循环。“铰孔 FDF”使用“镗孔 (FDF)”格式,“铰孔 FSR”使用“镗孔 (FSR)”格式。
“镗孔循环”将影响镗孔的执行方式。从菜单中选择下列选项之一:
- FDF — 在 XBUILD 中使用“镗孔 (FDF)”(进给-停留-进给)(G89) 格式后处理循环。
- FF — 在 XBUILD 中使用“镗孔 (FF)”(进给-进给)(G85) 格式后处理循环。
- FSR — 在 XBUILD 中使用“镗孔 (FSR)”(进给-停止主轴-退刀)(G86) 格式后处理循环。
- 标准镗 — 在 XBUILD 中使用“镗孔(标准镗)”(G76) 格式后处理循环。
- FDSJ — 在 XBUILD 中使用“镗孔 (FDSJ)”(G88) 格式后处理循环。
后部镗孔 (G87) — 使用“后部镗孔”循环通过单一设置加工后部镗孔。