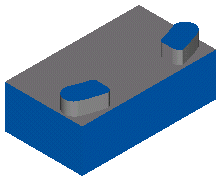
在本例中使用了该制动钳的顶部凸台。
在使用默认行距和进给/转速表切削该铝制特征时,粗加工路径的预计马力为 2.0,精加工路径的预计马力为 0.3。选择 0.5 英寸的刀具。在本例中,最大马力应小于 2.5。当运行刀具负荷时,所需的最大马力显示为 5.9。若要保持在声明的马力要求之下,粗加工路径的进给率必须减少 50%。在未优化进给率时,为了降低马力要求,您的唯一选择是调整整个操作的切削宽度或深度,或者更改整个操作的进给率。
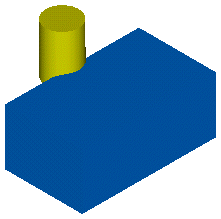
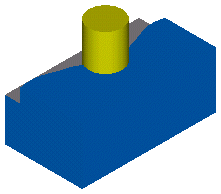
查看该凸台的刀具路径,您会发现有轻切削(如第一个图中的窄切削所示)和重切削(如第二个图中宽切削所示)。
进给率优化功能会查看每次移动的刀具负荷,并调整进给率以平衡该负荷。无需减小粗加工路径的总进给率,您可以将粗加工特征的进给率保持不变,并使用进给率优化来调整刀具路径的各次移动的进给率。下表显示了进给率优化使我们可以将加工时间缩短 47%,同时保持更恒定的刀具负荷。
|
进给率优化之前 |
进给率优化之后 |
|
|
粗加工 |
2:57 |
1:21 |
|
精加工 |
0:30 |
0:27 |
|
全部 |
3:27 |
1:49 |
|
节省时间 |
47% |
|
|
最大马力 |
2.4 |
2.4 |