您可以使用“旋涡式清角”对话框来创建旋涡式清角刀具路径。
注: 旋涡式清角刀具路径适用于 2.5D 型腔、凸台和侧边特征。
显示“旋涡式清角”对话框的步骤:
- 在“铣削特征属性”对话框中,在树视图中选择一条路径。
- 单击“铣削”选项卡上的“旋涡式清角”以显示“旋涡式清角”对话框。
启用该技术的步骤:
- 选择“启用旋涡式清角刀具路径”。
- 单击“确定”以关闭对话框。
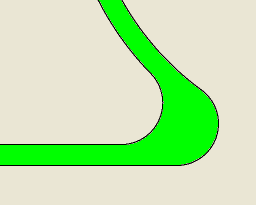
您可以通过仔细地控制切削宽度来实现均匀切削条件。当加工编程的圆弧拐角行距较小的硬毛坯材料时,限制和控制切削宽度很重要。旋涡式清角刀具路径非常适合控制切削宽度。从较小的行距到狭窄的拐角或笔直槽切削会使切削宽度增加很高的百分比,高达在 FeatureCAM 中设置的行距百分比的倒数。例如,25% 的行距会使刀具负荷增加 4 倍,而 5% 的行距会使刀具负荷增加高达 20 倍。下图显示了拐角移动产生的不同切削宽度和旋涡式清角刀具路径产生的一致切削宽度。
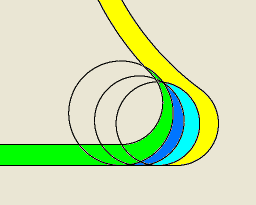
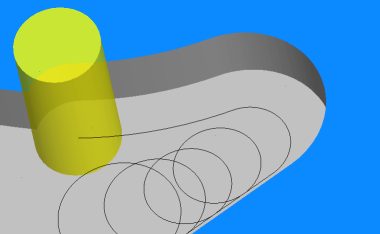
这称为旋涡式清角刀具路径是因为刀具在向前移动的同时绕拐角做旋涡式运动。对于圆角和旋涡式清角,刀具路径中没有尖角,切削宽度受指定的行距大小限制。由于额外的圆形运动和有限制的刀具负荷,预计加工同一个型腔所需的时间多于前两种类型的刀具路径。旋涡式清角刀具路径多次加工拐角和笔直槽。刀具每次切削都不超过指定的切削宽度。下图显示了使用旋涡式清角刀具路径切削拐角时刀具路径的形状。
旋涡式清角选项
“拐角半径”是插入的圆形刀具路径(或摆线)的半径。拐角半径必须大于或等于“行距”。
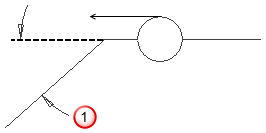
“最小角度”是插入摆线的分界值。如果两次刀具路径移动之间的角度小于该角度,则不会在移动之间插入圆形路径。
“行距”与“切削间的距离”相同。该参数显示在此对话框中,以便您可以将其连同其他相关的参数一起查看。