可以使用“铣削特征属性”对话框的“铣削”选项卡编辑操作的铣削属性。
常规属性
检查余量 - 输入要围绕阻止曲面留下的最小距离。如果保留为空,FeatureCAM 将使用“精加工余量”值。
刀具补偿 - 启用该选项可启用操作的刀具补偿。
最小拐角半径 — 输入半径,以按指定的半径自动修圆特征的内部拐角。特征的形状不会更改,但刀具路径会修改以反映修圆。
最小快进距离 % - 以刀具直径百分比的形式输入刀具可使用快速移动的最小距离。小于该距离的移动使用进给移动。
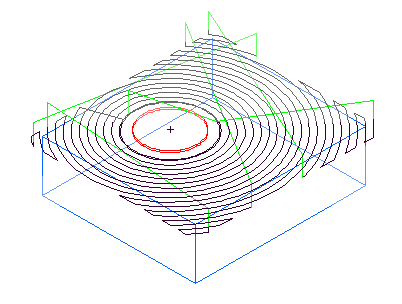
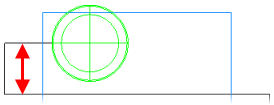
最小快进距离适用于 2.5D 铣削。将该值指定为刀具直径的百分比。
以下示例显示了值为 400% 的特征切削:
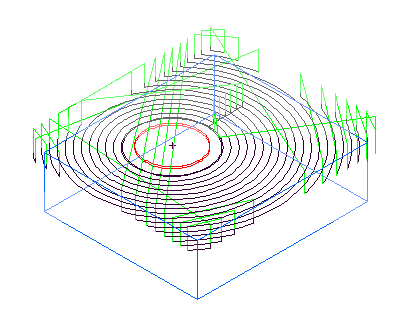
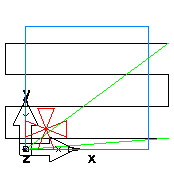
这是同一示例,但将“最小快进距离”设置为 10%,刀具在路径之间退刀并快进。
行距快进距离 - 该选项可控制何时在 NT 刀具路径的凸台行距上退刀并下切。输入绝对距离。
目标马力 - 输入适用于指定毛坯材料类型的指定切削宽度/深度和进给率的理想 [马] 力。
穿过深度 - 输入值以为特征添加额外深度。特征中的所有操作将更新以具有该属性的相同值。它适用于笔直槽、阶梯镗孔、槽、边和平倒角特征。
总毛坯 - 输入要使用的轮廓特征周围的偏移距离,而不是当前操作的毛坯边界。这适用于启用了“精加工底部”的粗加工操作和精加工操作。
预钻直径 — 输入预钻孔的直径。确保直径足够大以允许铣削刀具进入毛坯。
粗加工属性
在树视图中选择粗加工路径时,可以在“铣削”选项卡上访问这些属性。
底部精加工余量 - 输入在执行粗加工路径后在特征底部上留下的材料量。只有在“策略”选项卡上选择“精加工底部”时,该选项才可用。
清理路径 - 与“之字形”的行距类型结合使用,输入要加工的清理路径数量。
旋涡式清角对话框
精加工余量 - 输入在执行粗加工路径后在特征上留下的材料量。可以输入正值或负值。
HSM 最大刀具过载 % - 当刀具接近过载时,将插入摆线路径以避免过载。输入允许的最大过载,以现有行距的百分比表示。例如,如果在“HSM 最大刀具过载 %”中输入 10,则当超过过载条件的 10% 时,摆线移动将开始。该属性会开始 NT 螺旋和 NT 连续螺旋刀具路径的摆线加工。
HSM 轮廓拐角 % - 输入值,以刀具直径的百分比表示。该选项可启用轮廓修圆,以避免内部刀具路径方向的急剧变化。该属性适用于 NT 螺旋、NT 连续螺旋、NT 之字形和 Vortex 旋风铣刀具路径。
HSM 光顺余量 % - 输入光顺余量(以现有行距的百分比表示),以使用可达到更高进给率的更光顺偏移替换标准偏移。百分比定义与现有行距的最大偏移。例如,如果在“HSM 光顺余量 %”中输入 40,并且现有行距为 10 毫米,则从原始偏移到光顺偏移的最大偏移为 4 毫米。
优点在于,圆角将替换尖角,并且将维持曲线连续性(不仅仅是切线连续性),以防止刀具路径中的急转弯导致机床上的力出现急剧变化。该属性适用于 NT 螺旋和 NT 连续螺旋刀具路径。
多粗加工直径 - 输入粗加工刀具直径的列表(用逗号分隔),以启用多个粗加工路径。
粗加工路径 Z 增量 - 用于设置粗加工路径的切削深度。为粗加工例行程序在零件上执行的每条路径输入步距增量。您可以在多个位置设置切削深度。
残留模型选项 - 单击该按钮可打开残留模型设置对话框。在将残留模型与 NT 刀具路径相结合用于粗加工操作时,该按钮可用。
刀具路径拐角 % - 若要将尖角修圆,请输入刀具直径的百分比。通过使刀具路径的尖角光顺,可获得更稳定的刀具速度,并减少刀具负荷。输入大于刀具半径的刀具路径半径可最大限度地减小接触零件的刀具百分比。这样可达到足够的冷却效果,并避免随着刀具进入拐角而使刀具负荷急剧增加。
摆线切削 - 启用此选项可对简单槽使用摆线切削。选择摆线切削的摆线方向:“顺时针”或“逆时针”。
摆线行距 - 输入摆线切削刀具路径中相邻圆之间的行距量。
Vortex 旋风铣最小点间隔 — 输入机床可按指定进给率移动的最小点间隔。如果机床要处理的点太多,则无法维持指定的进给率。
Vortex 旋风铣最小半径 — 输入内部摆线的最小半径。Vortex 旋风铣刀具路径使用摆线移动来保持恒定的进给率。更高的进给率需要更大的最小半径。如果不修调此值,则会使用默认值,该值适合按为操作指定的进给率进给的典型机床。
Vortex 旋风铣 Z 提刀距离 — 输入在摆线移动过程中为了避免刀具与曲面之间接触而在 Z 方向上提刀的距离。
精加工属性
在树视图中选择精加工操作时,可以在“铣削”选项卡上访问这些属性。
底部留下余量 - 输入在执行精加工路径后在特征底面上留下的材料量。可以输入正值或负值。
底部半精加工余量 - 这是在执行半精加工操作后在铣削特征的底面上留下的材料量。只有在铣削特征的“策略”选项卡上选择了“半精加工”和“精加工底部”属性时,该选项才可用。“精加工余量”属性可控制特征壁上的余量。可以输入正值或负值。
精加工余量 — 这是一个面加工参数,用于设置粗加工路径后剩余的材料量。可以输入正值或负值。
精加工重叠 - 该属性适用于闭合轮廓定义的特征,是指刀具与其在精加工路径上的开始点重叠的距离。请输入绝对距离。
精加工路径 Z 增量 - 默认情况下,将沿特征壁使用单一路径精加工铣削特征。
为“精加工路径 Z 增量”输入正值可使用一系列垂直路径精加工特征。每条路径的深度都等于输入的值。
精加工路径 - 输入要执行的重复精加工路径数。如果要补偿刀具偏差,请将“精加工路径”设置为大于 1。
HSM 最大刀具过载 % - 该属性会触发对 NT 螺旋和 NT 连续螺旋刀具路径的摆线加工。当刀具接近过载时,将插入摆线路径以避免过载。
HSM 轮廓拐角 % - 该属性适用于 NT 螺旋、NT 连续螺旋和 NT 之字形刀具路径。选择该选项以允许轮廓修圆,从避免内部拐角方向的急剧变化。
HSM 光顺余量 % - 该属性适用于 NT 螺旋和 NT 连续螺旋刀具路径。选择该选项可以使用可达到更高进给率的更光顺偏移替换标准偏移。
- 圆角将替换尖角。
- 将行距从固定更改为可变距离。百分比定义与指定行距的最大偏移。最大百分比为行距的 40%。因此,如果行距为 10 毫米,那么从原始偏移到光顺偏移的最大偏移为 4 毫米。
- 保持曲率连续性(而不是切线连续性),以防止刀具路径中的急转弯导致机床上的力出现急剧变化。
最小斜向距离 — 该属性适用于精加工操作。输入最小水平斜向距离。如果计算的水平斜向距离小于该值,则刀具将下切,而不是斜向进刀。
斜向直径 - 用于设置刀具直径的百分比,以生成沿精加工路径上的曲线向毛坯进刀的刀具运动。刀具仅在精加工路径余量中设置的距离内执行圆弧切削,因此斜向效果不显著。
侧边留下余量 - 输入在执行精加工路径后在特征壁上留下的材料量。可以输入正值或负值。
面加工属性
纵向过切 % - 此属性适用于面特征。以刀具半径百分比的形式输入刀具在 Y 轴上垂直于切削方向经过毛坯边界的距离(除非已更改“之字形角度”)。默认值为刀具半径的 20%。
横向过切 % - 以刀具半径百分比的形式输入刀具在 X 轴上沿切削方向过切毛坯边界的距离(除非已更改“之字形角度”)。默认值为刀具半径的 100%。
行距 % - 输入切削的宽度,以刀具直径的百分比表示。默认值为 85%。
“Z 增量”是面加工操作的每个切削的深度。
之字形角度 — 以度为单位输入要用于切削面特征的角度(自 X 轴起逆时针方向)。
|
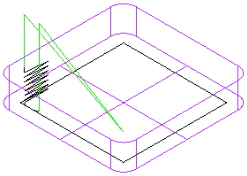
“之字形角度”设置为默认值 0 度时,面特征示例如下:
|
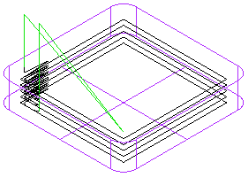
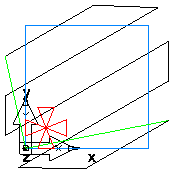
“之字形角度”设置为 30 度时,同一示例如下:
|
螺纹铣属性
在螺纹铣特征的“铣削”选项卡上提供了以下属性。
进给到深度修调 % - 输入在进给到深度时要使用的“进给”设置的百分比。
线性斜向距离 - 输入向螺纹特征进行线性进刀移动的长度。
斜向直径 % - 此属性用于控制刀具沿其斜向切入和切出螺纹铣特征的圆弧的直径。输入刀具直径的百分比。
斜坡角度偏移 - 该角度控制螺纹铣特征斜向移动的开始点和结束点。刀具沿半径为“斜向直径 %”的圆弧开始斜向移动,使用“斜坡角度偏移”确定斜向移动的开始点。如果为正值,表明圆弧是逆时针方向。
开始角 - 按逆时针方向测量,“开始角”可以确定螺纹的开始点。
开始螺纹 - 为多个开始螺纹输入大于 1 的值。
锥形近似角度 - 对于锥形螺纹,刀具路径的直径将增加并在 Z 方向上移动。这些移动近似于 3D 圆弧。“锥形近似角度”是环绕单一圆弧近似表示的螺纹的角度。360 必须可由“锥形近似角度”均匀分割。例如,如果设置为 90,则刀具的单个旋转分为四个圆弧。
穿过 - 选择“穿过”可将孔长度增加孔直径的 10%,以补偿钻尖并防止毛刺。如果取消选择了“穿过”,则生成的刀具路径会确保刀具不切过螺纹的末端。
轮齿外部 - 输入在负 Z 方向上进给时第一条路径中在螺纹铣特征上面的齿数或在正 Z 方向上进给时第一条路径中在螺纹铣特征下面的齿数。
|
|
|
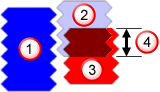
 螺纹特征
螺纹特征
 刀具第 1 次旋转
刀具第 1 次旋转
 刀具第 2 次旋转
刀具第 2 次旋转
 轮齿重叠
轮齿重叠
斜向切入进给修调 % - 输入在斜向切入特征时使用的“进给”设置的百分比。
斜向切出进给修调 % - 输入在斜向切出特征时使用的“进给”设置的百分比。
扇形半径 - 输入要用于扇形形状的半径。增加“扇形半径”可进一步远离特征边界移动刀具路径的起点。
扇形角度 - 输入要用于扇形形状的角度。扇形角度是切入和切出圆弧角度的组合。
平倒角、拔模角和底部半径属性
具有底部半径区域或横截面的铣削特征的制造步骤。
斜平残留高度 - 对于具有锥形或底部半径的特征,请输入在执行斜平路径后留下的任何残留的允许高度。
斜半径残留高度 - 对于具有锥形或底部半径的特征,请输入在执行斜半径路径后留下的任何残留的最大允许高度。
圆角端铣刀残留高度 - 如果使用球头刀精加工具有底部半径或锥形壁的特征,请输入在执行精加工路径后留下的任何残留的最大允许高度。
多轴铣削属性
多轴铣削和钻孔特征具有以下属性。