此示例零件具有很多特征。
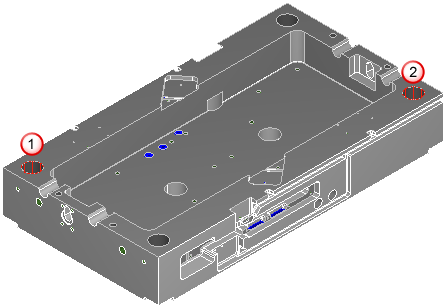
铣削面特征后,将铣削第一个镗孔特征  ,然后是第二个镗孔特征
,然后是第二个镗孔特征  ,随后是其余特征。为避免不必要的加工时间,您可以在切削镗孔 后对其进行探测,然后决定是继续对其再加工还是中断程序,具体取决于探测结果。
,随后是其余特征。为避免不必要的加工时间,您可以在切削镗孔 后对其进行探测,然后决定是继续对其再加工还是中断程序,具体取决于探测结果。
- 创建测试跳过标签特征以开始该过程。
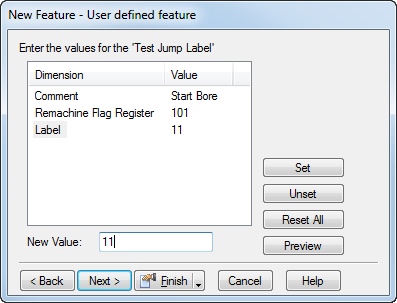
此测试跳过标签特征的 NC 代码内容如下:
(Test Jump Label PROBEOPER TEST_JUMP_LABEL1)
(Start Bore)
#101=0
N11
- 您希望决策过程在面特征后开始,因此将测试跳过标签的“基本优先级”设置为 2,并将特征拖动到“零件查看”中的正确位置。
- 创建测量凸台/镗孔特征以在铣削 Bore1 后对其进行探测。
- 创建测试中断/继续/再加工特征来控制探测后发生的情况。在本示例中,设置了以下值:
名义值 27.000
公差值 0.050
继续标签 12
再加工标签 11(为开始测试跳过标签设置的值)
尺寸错误 13
- 将“基本优先级”设置为 5,因为您希望此特征为第 5 个特征(在面特征、开始测试跳过标签、Bore1 特征和测量凸台/镗孔特征之后)。
该测试中断/继续/再加工特征的 NC 代码为:
( Test Abort/Continue/Remachine PROBEOPER TEST_ABORT_CONTINUE_REMACHINE1 )
(Remachining check conditional)
(Begin decision sequence)
#102=27 (nominal value)
#104=[#102-#510] (signed difference of actual from nominal)
#103=0.05 (tolerance value)
(Decision 1)
IF [ABS[#104]LT#103] GOTO 12 (within tolerance case)
(Decision 2)
IF [#104LT0]GOTO 13
(Decision 1 and 2 skipped)
[#101=#101+1]
IF [#101EQ1] GOTO 11 (run toolpath again)
DPRNT[Error: Second Required Remachining]
GOTO 99999
(Decision 2 result)
N13
DPRNT[Error: Too Big]
GOTO 99999
(Decision 1 result)
N12
N835 M5 M9
N840 G91 Z0
N845 M01
- 在 NC 代码结束处创建中断标签:
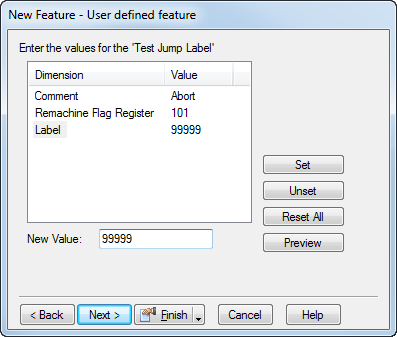
- 将其“基本优先级”设置为一个较大的数值,如 100。
此测试跳过标签特征的 NC 代码内容如下:
( Test Jump Label PROBEOPER TEST_JUMP_LABEL3 )
(Abort)
#101=0
N99999