阶梯镗孔特征是一系列嵌套圆形型腔。您可以逐步指定阶梯镗孔,或使用一些同心圆作为零件的曲线,其中每个圆定义层的直径。
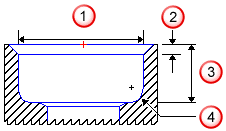
 - 直径。
- 直径。
 - 平倒角
- 平倒角
 - 深度
- 深度
 - 半径
- 半径
FeatureCAM 遵循以下常规过程来创建阶梯镗孔特征:
- 执行曲线分析,并且使用刀具直径和长度作为选择条件,然后从当前工具库中选择要使用的刀具。
- 对于刀具直径,会选择可在不过切的情况下切削步的最大刀具。
- 对于刀具长度,FeatureCAM 会拾取具有足够长的槽来切削到该层阶梯镗孔深度底部的刀具。
- FeatureCAM 将使用您可自定义的进给/转速数据库选择所有铣削的进给和转速。进给和转速根据毛坯材料确定。
- 生成粗加工路径,或许可以通过多个 Z 步生成该路径,具体取决于步深。
粗加工的重要方面如下:
- 到达深度 — 刀具必须到达深度,这可以通过 Z 轴之字形操作(这是默认设置,受“最大斜向角度”影响)、下切或预钻完成。
- 垂直步距 — FeatureCAM 的切削深度不超过刀具半径的 100%。
- 水平行距 — 当跨过特征时,FeatureCAM 使刀具侧向移动刀具直径的一定百分比(使用“粗加工路径 %”控制)。
- 精加工余量 - 控制要为精加工路径留下多少材料。默认值为 0.02。
- 生成精加工路径。默认情况下,不对底部进行精加工。粗加工刀具可以去除 Z 方向上的所有材料。这由“精加工底部”控制。为某个步设置“单点镗孔”选项会禁用其他精加工选项。
有关精加工的重要方面如下所述:
- 刀具选择 - 在粗加工后,粗加工刀具用于对阶梯镗孔进行精加工,除非其作为单点镗孔进行精加工。“使用精加工刀具”命令 FeatureCAM 选择单独的精加工刀具(该刀具有相同的特性,除非将其修调)。
- 斜向开具有沿着等于刀具直径一定百分比的圆弧斜向切入材料的精加工路径。对单点镗孔精加工操作禁用。
- 精加工路径和重叠具有围绕步旋转“精加工路径”指定次数的刀具,并且与开始点重叠的部分由“精加工重叠”控制。对于单点镗孔精加工操作,该选项会被禁用。
- “斜向切出”使用与斜向切入大小相同的另一个圆弧,使刀具从经过精加工的壁离开。对单点镗孔精加工操作禁用。
- “退刀”用于从毛坯区域中取出刀具,并为下一项操作做准备。
注: 阶梯镗孔特征最初包含两个阶梯。删除第二个阶梯,并输入圆孔的尺寸作为第一个阶梯。