偏移方法属性用于控制是使用刀具补偿还是由 FeatureCAM在机床上执行金属丝路径的偏移。选择“刀具补偿”以在机床上执行偏移,如果您希望 FeatureCAM 来执行偏移,则选择“偏移刀具路径”。
要将工件切削到已完成大小,通常要使用 NC 机床上的金属丝半径补偿功能。通过特定值激活此功能会导致机床为金属丝的中心计算新路径。补偿值通常由金属丝半径以及火花隙余量以及任何精加工余量(如果需要)。补偿值通常输入在机床上的“补偿注册”中。
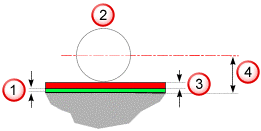
 毛坯余量
毛坯余量
 导线
导线
 火花隙
火花隙
 补偿(偏移)
补偿(偏移)
如果必须在多次切削(粗加工和精加工)中加工工件侵蚀,每个切削通常使用不同的补偿值或补偿注册。补偿值通常在机床生成器在表中提供,或者通过内置在控制器中的技术表格自动输入在补偿注册中。
在每种情况下,您应确保程序中包含适当的线性切入和切出移动以启用和禁用补偿。
用于激活和取消激活补偿的命令格式由软件在第一次和最后一次移动时自动执行。
在机床上
当使用“金属丝补偿”命令时,金属丝的中心路径将由 nc 机床直接计算和更正。补偿量通常输入在机床控制器上的“补偿注册”中,并可通过 nc 程序中相应的命令激活。用于激活补偿和控制补偿方向的命令格式取决于 nc 机床类型。FeatureCAM 支持为单一切削和多次切削输出这些命令(向后/向前切削或主程序/子程序)。
“掠过路径选项”对话框中的以下参数控制机床上金属丝补偿的使用:
过程总数
留下余量
轮廓路径
单向
使用可使用的宏