偏移方法 - 用于控制是使用刀具补偿还是由 FeatureCAM 在机床上执行线路径的偏移。选择“刀具补偿”以在机床上执行偏移,如果您希望 FeatureCAM 来执行偏移,则选择“偏移刀具路径”。
总路径 - 输入切削特征需执行的总路径数。如果特征包含退刀、停止或切断操作,则每个操作执行的路径数为“总路径”-“轮廓路径”。如果特征包含轮廓操作,则“总路径”必须至少为 2。“总路径”必须为 1 和 9 之间的数。
轮廓路径 - 这是退刀、停止或轮廓操作的轮廓操作执行的路径数。
单向 - 适用于使用刀具补偿这一偏移方法的轮廓、停止、退刀和切断操作。
对于多条路径,每个后续路径的切削方向不会反向,所有路径都在定义的方向上执行。在每条路径的终点处,将切削线,并且机床将重新定位到下一条路径的起点。
使用可使用的宏
适用于使用刀具补偿这一偏移方法的轮廓、停止、退刀和切断操作。仅适用于 2 轴特征。
该选项可激活用于操作加工的子程序的自动创建。必须在后处理器中定义子程序的格式和输出。当生成链接程序时,使用子程序会很有用。在这种情况下,会将每个加工轮廓写入到单独的子程序中。然后,主调用程序将仅包含移至下一个起点所需的移动。
对于多路径情况,如果“单向”选项处于启用状态,那么将仅输出一个宏以包含单条路径。
总毛坯 - 这是总毛坯特征属性的默认设置。
轮廓毛坯 - 这是轮廓毛坯属性的默认设置。
行距 - 这是行距特征属性的默认属性。此默认属性以金属丝直径的百分比形式指定。此参数用于定义切断、停止、退刀和轮廓操作的路径之间的行距。
逐条曲线完成所有切削 - 对于包含多条曲线的特征,启用该选项可在前进到下一条曲线之前对每条曲线执行所有操作。如果禁用该选项,则将对所有曲线执行第一个操作,然后执行下一个操作,依此类推。
先切削每条曲线的第一条路径 - 对于具有多条曲线的特征,选择此选项可先为一条曲线切削所有路径,然后再移动到下一条曲线。
“留下余量”是在执行退刀、切断、停止和轮廓操作后留下的材料量。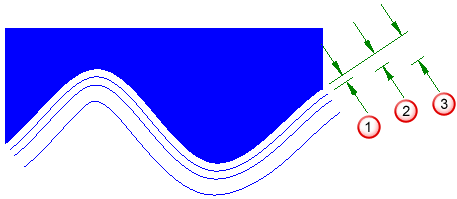
 - 留下余量
- 留下余量
 - 轮廓毛坯
- 轮廓毛坯
 - 总毛坯
- 总毛坯