恒定 DOC - 请参见粗加工切削深度。
X 精加工余量
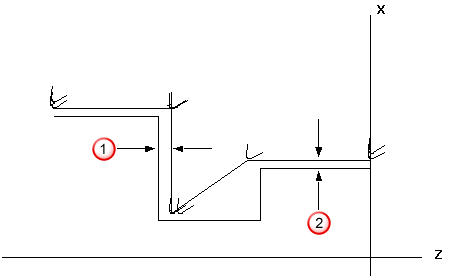
Z 精加工余量
X 精加工余量
Z 精加工余量 - 请参见 X 精加工余量。
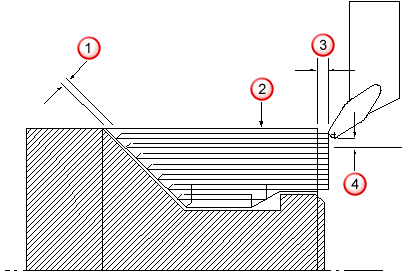
粗加工进刀角度 - 输入当“TNR 补偿”处于关闭状态时,在粗加工操作中刀具进入毛坯的角度。
精加工进刀角度 - 输入当“TNR 补偿”处于关闭状态时,在精加工操作中刀具进入毛坯的角度。
粗加工退刀角度 - 输入当“TNR 补偿”处于关闭状态时,在粗加工操作期间的切削后从毛坯退刀的角度。
精加工退刀角度 - 输入当“TNR 补偿”处于关闭状态时,在精加工操作期间的切削后从毛坯退刀的角度。
退刀长度 — 这是刀具在为执行下一步骤而返回之前沿退刀角度线退刀的距离。
退刀长度
边界
 间隙
间隙
 深度
深度
使用间隙为完成后退刀长度 - 选择该项后,“间隙”的值将用作精加工移动的进刀和退刀长度。取消选择该项后,将使用“退刀长度”的值。
刀头半径补偿
启用此选项可在生成车削、镗孔和面特征的路径时忽略刀具半径。实际零件几何形体会输出为刀具路径。假定在启用了此选项时操作者将在机床上执行刀具半径补偿。
选择是否要对粗加工、半精加工和精加工操作进行“TNR 补偿”。输入“TNR 补偿”的“切入角”、“切出角”和“切入切出距离”参数。
|
车削特征示例
|
|
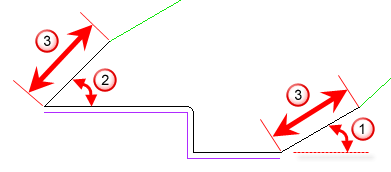
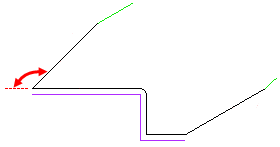
粗加工切入角 - 输入当“TNR 补偿”处于打开状态时,在粗加工操作中刀具进入毛坯的角度。
精加工切入角 - 输入当“TNR 补偿”处于打开状态时,在精加工操作中刀具进入毛坯的角度。
粗加工切出角 - 输入当“TNR 补偿”处于打开状态时,在粗加工操作期间的切削后从毛坯退刀的角度。
精加工切出角 - 输入当“TNR 补偿”处于打开状态时,在精加工操作期间的切削后从毛坯退刀的角度。
重用固定循环路径 - 与“使用固定循环”相关。启用该选项后,会将曲线输出到 NC 文件一次,然后在粗加工和精加工固定循环中参考它。默认情况下,该选项处于启用状态。
固定循环间隙 X 和 Z - 这些属性控制开始车削固定循环之前的刀具位置。通过将 X 和 Z 间隙应用到曲线的开始点来获取刀具位置。
向后切削进刀圆弧半径 - 指定向后切削策略中每次切削开始时圆弧的尺寸。输入半径,或选择“使用 DOC”以使用 DOC 的值。
向后切削退刀距离 - 输入每次切削结束时刀具在返回以执行下一步之前退刀的距离。