“组合相似孔到固定循环”属性适用于钻孔操作。
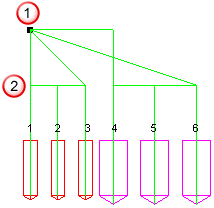
默认情况下,FeatureCAM 在操作之间退刀到较高的“Z 快进平面”。尽管这是一种合理的假设,但可能会导致 NC 零件程序效率低下,因为在每项操作之间,程序会先取消 (G80) 再重新建立(G81、G83 等)固定循环模式。下图显示了一个此类效率低下的程序。
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60G80 N65Z1.0 N70X0.5 N75Z0.1 N80G83R0.1Z-1.0Q0.25F14.3 N85G80 N90Z1.0 N95X1.0 N100Z0.1 N105G83R0.1Z-1.0Q0.25F14.3 N110G80 N115Z1.0 N120G0G91G28Z0M09 N125G49G90 N130M30 |
|
“组合相似孔到固定循环”属性具有两个作用:通过仅进入固定循环模式一次来创建更高效的 NC 代码,还使刀具在钻每个孔后退到更低的“下切间隙”平面。
如果在“选项”>“后处理”中取消选择了“禁用宏”,则孔位置将包含在宏中,如以下 Fanuc NC 代码示例中所示。
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60P1001M98 N65G80 N70G00Z1.0 N75G0G91G28Z0M09 N80G49G90 N85M30 :1001 N90G91 N95X0.5 N100X1.0 N105G90 N110M99 |
|
如果在“选项”>“后处理”中选择了“禁用宏”,NC 代码仍很高效,因为仅进入固定循环模式一次。下面显示的代码示例是在启用了“组合相似孔到固定循环”但未启用宏的情况下孔阵列的 Fanuc NC 代码。
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60X0.5 N65X1.0 N70G80 N75G00Z1.0 N80G0G91G28Z0M09 N85G49G90 N90M30
针对某个特征选择了“组合相似孔到固定循环”后,您可以在“孔特征属性”的“策略”选项卡上为整个特征指定退刀平面,也可以在操作列表选项卡的“退刀”列中为特征的每项操作分别指定退刀平面。如果您正在使用的后处理支持 Fanuc 样式的 G99“R 点层返回”和 G98“初始层返回”,则 FeatureCAM 会使用这些代码。否则,固定循环将会取消并根据需要恢复。要为特征设置退刀平面,可使用“策略”选项卡上的两个选项:
|
退刀到 Z 轴快进平面 |
执行操作后,刀具将退到更高的 Z 快进平面(Fanuc 控制器上的 G98“初始层返回”)。 |
|
退刀到下切间隙 |
执行操作后,刀具将退到更低的下切间隙平面(Fanuc 控制器上的 G99“R 点层返回”)。 |
要为各项操作设置退刀平面,可借助操作列表选项卡的“退刀”列中包含的以下某个符号:
|
|
这个短短的绿色向上箭头表示在执行操作后,刀具将退到更低的下切间隙平面(Fanuc 控制器上的 G99“R 点层返回”)。您可以将该箭头切换为高高的箭头,方法是:使用鼠标左键单击该箭头,然后从关联菜单中选择“退刀到 Z 轴快进平面”。 |
|
|
这个高高的绿色向上箭头表示在操作完成后,刀具将退刀到更高的 Z 快进平面(G98,在 Fanuc 控制器上为“初始层返回”)。您可以将该箭头切换为短短的箭头,方法是:使用鼠标左键单击该箭头,然后从关联菜单中选择“退刀到下切间隙”。 |
|
|
该灰色箭头表示在操作后刀具退到更高的 Z 快进平面;您不能对其进行更改,因为它通常显示在固定循环的末尾。 |



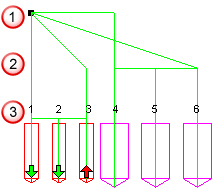
下图显示了两个孔阵列。第一个阵列包含孔 1、孔 2 和孔 3,为其选择了“组合相似孔到固定循环”。孔 2 已修改为退刀到快进平面。

 换刀点
换刀点
 快进平面
快进平面
 退刀平面
退刀平面
如果您正在使用的后处理在一个固定循环内支持不同的快进平面(即,支持 G98/G99 的 Fanuc 后处理),则您可以创建更高效的 G 代码。Fanuc 支持 G98(用于退刀到更高的 Z 快进平面)和 G99(用于退刀到更低的下切间隙平面)。这些 G 代码在后处理器中输入为 R 平面退刀(退刀到更低的下切间隙平面,G99)和 Z 快进退刀(退刀到更高的 Z 快进平面,G98)。生成的程序如下所示:
N65 G83 G98 Z-1.0751 R0.1 Q0.25 F14.3 N70 X0.0 N75 X0.5 N80 X1.0 G99 N85 X1.5 G98 N90 X2.0 N95 X2.5 G99 N100 G80