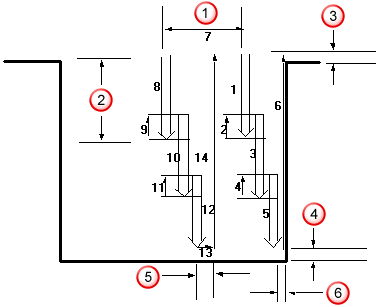
槽特征的粗加工方法是先平行于 X 轴下切,再退刀,接着在 -Z 方向上步进,然后再次下切。下图显示了槽粗加工算法和控制此过程的制造属性。
行距 %
切削深度
间隙
Z 精加工余量
侧边提刀距离
X 精加工余量
如果槽特征具有倾斜壁,则先粗加工槽的矩形中间部分,然后再粗加工斜壁,如此图中所示。
此操作的详细信息由特征属性对话框的车削选项卡上包含的制造属性控制。
 行距 %
行距 % 切削深度
切削深度 间隙
间隙 Z 精加工余量
Z 精加工余量 侧边提刀距离
侧边提刀距离 X 精加工余量
X 精加工余量