可以使用车削特征属性对话框的“车削”选项卡编辑车削特征的加工设置。
向后切削进刀半径 - 这是向后切削策略中每次切削开始时圆弧的半径。如果选择了“使用 DOC”,则会隐藏此值。
向后切削退刀距离 - 这是向后切削策略中每次切削结束时刀具在返回以执行下一步之前退刀的距离。
固定循环 X 间隙 - 输入 X 方向上车削固定循环开始之前的刀具间隙。通过对固定循环的开始点应用“固定循环 X 间隙”和“固定循环 Z 间隙”来获取刀具位置。必须启用使用固定循环才能访问此属性。
固定循环 Z 间隙 - 输入 Z 方向上车削固定循环开始之前的刀具间隙。通过对固定循环的开始点应用“固定循环 X 间隙”和“固定循环 Z 间隙”来获取刀具位置。必须启用使用固定循环才能访问此属性。
中心线过切 - 与车铣复合刀具路径结合使用。输入在对着扫描线末端的肩部清除材料时刀具超过中心线切削的量。默认值为 0.1 英寸或 3 毫米。
平倒角延长距离 - 该选项适用于槽特征及螺纹特征的退刀槽操作。输入为刀具预留的额外空间,以便刀具不会在金属上开始切削。
偏差 - 在使用精加工的 Cut-Grip 样式时,输入要将切削偏移的偏差。
停留 — 输入希望刀具在下切后停留的秒数。在槽特征的粗加工路径、切断平倒角和棒料进给特征中,该选项适用。
结束点 - 设置在操作结束时刀尖中心快进到的点。
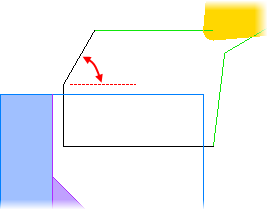
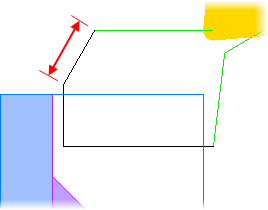
进刀角度 - 输入刀具进入毛坯进行边界移动时的角度。如果“TNR 补偿”处于禁用状态,则该属性适用于粗加工路径。对于半精加工和精加工路径,该属性在切入切出选项卡上可用。
精加工路径 - 通常设置为 1,单一路径是刀尖生成的偏移。如果设置为大于 1 的值,那么要精加工的区域将分割为相等部分,并以连续路径进行精加工。要精加工的区域是“X 半精加工余量”和“Z 半精加工余量”。如果特征具有半精加工路径,则它是完整“X 精加工余量”;如果特征不具有半精加工路径,则它是“Z 精加工余量”。
FPM - 输入棒料进给特征的进给率,以 IPM 或 MMPM 表示。
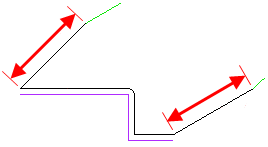
切入切出距离 - 输入切入和切出移动的距离。如果已选择“TNR 补偿”(位于策略选项卡上),该属性适用于粗加工路径。对于半精加工和精加工路径,请参见切入切出选项卡。
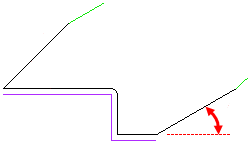
切入角 — 输入刀具进入毛坯进行边界移动时的角度。如果“TNR 补偿”处于启用状态,则该属性适用于粗加工路径。对于半精加工和精加工路径,该属性在切入切出选项卡上可用。
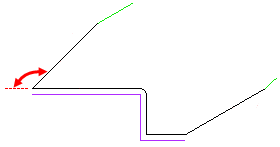
切出角 — 输入切出移动的角度,从零件顺时针测量。角度为 0 时将沿路径方向退刀。角度为 90 时将垂直于路径退刀。当“TNR 补偿”处于启用状态时,该属性可用。对于半精加工和精加工路径,该属性在切入切出选项卡上可用。
啄孔退刀距离 — 对于切断和槽特征,“啄孔退刀距离”是指在下切之间退刀的距离。
RPM - 输入棒料进给特征的进给率,以 RPM 表示。
侧边提刀角度 — 输入每次下切后从零件提刀的角度。这样可以延长刀具的寿命,并使零件实现更好的精加工。此属性适用于槽特征。
侧边提刀距离 — 输入下切后在与切削方向相反的方向上移动刀具的距离。这样可以延长刀具的寿命,并使零件实现更好的精加工。此属性适用于槽特征。另请参见“侧边提刀角度”。
开始点 - 设置在操作开始时刀尖中心快进到的点。
行距 % - 输入刀具偏移以为下一次下切定位的距离,以刀具直径的百分比表示。此值指定最大行距。如果此值可以均分特征的宽度,则使用它。如果它导致最终路径很浅,则会调整切削宽度,以得到均等的粗加工路径。
例如,如果某个特征的宽度为 0.5 英寸,而指定的切削宽度为 0.4 英寸(对于直径为 0.5 英寸的刀具,指定为 80 的“行距 %”),则该特征将以宽度均为 0.25 英寸的两条路径进行粗加工,而不是一条路径宽度为 0.4 英寸,另一条为 0.1 英寸。
换刀位置 — 设置在换刀之前刀尖移动到的位置。
该位置相对于曲线端点。
总毛坯 - 输入从特征边界到机床的偏移距离,而无需加工到边界。该选项仅适用于具有偏移类型刀具路径的粗加工操作。
倒扣 — 从“无检查”、“调整到刀具几何形体”和删除所有倒扣中选择。
退刀角度 - 输入刀具在返回以执行下一步操作之前退刀的角度。该角度从 Z 轴逆时针测量,以度为单位。另请参见退刀长度。
退刀长度 - 输入刀具在返回以执行下一步操作之前沿退刀角度线退刀的距离。
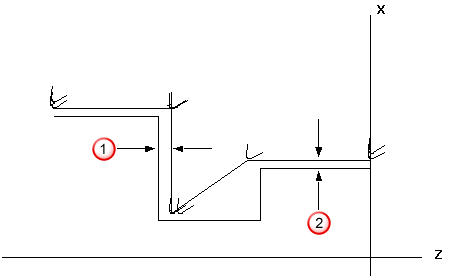
X 精加工余量 - 输入在执行粗加工路径后在 X 方向上留下的材料量。
 Z 精加工余量
Z 精加工余量
 X 精加工余量
X 精加工余量
X 留下余量 - 输入在执行精加工路径后在 X 方向上留下的材料量。
Z 留下余量
X 留下余量
X 半精加工余量 - 输入在执行半精加工路径后在 X 方向上留下的材料量。
Z 半精加工余量
X 半精加工余量
Z 精加工余量 - 输入在执行粗加工路径后在 Z 方向上留下的材料量。
Z 精加工余量
X 精加工余量
Z 留下余量 - 输入在执行精加工路径后在 Z 方向上留下的材料量。
Z 留下余量
X 留下余量
Z 半精加工余量 - 输入在执行半精加工路径后在 Z 方向上留下的材料量。
Z 半精加工余量
X 半精加工余量