退刀/切断/停止停止长度 - 这是从法向轮廓结束位置到插入的停止或结束位置的距离。
停止代码 - 对于停止操作,可以从以下选项中选择:
- M00 是程序停止。将始终执行该停止。
- M01 是可选的程序停止。机床上存在观察或跳过这些停止的设置。
退刀/切断退刀长度 - 这是操作结束时金属丝从零件上缩回的距离。
使用掠过路径的两端 - 启用此选项可将“退刀长度”应用于掠过路径的两端。(金属丝不会返回一端的开始点。)
退刀/切断重叠 - 这是过切法向轮廓结束位置的距离。
轮廓重叠 - 仅供轮廓操作使用。它是轮廓操作重叠的量。
2 轴型腔/之字形总毛坯
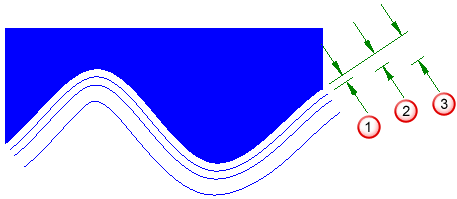
当使用“偏移刀具路径”的“偏移方法”时,该参数可设置从轮廓中删除的材料量。当值为 0 时,将仅生成一条切削路径。
 - 留下余量
- 留下余量
 - 轮廓毛坯
- 轮廓毛坯
 - 总毛坯
- 总毛坯
行距 - 这是型腔或之字形操作的默认行距。将此默认属性指定为金属丝直径的百分比。
2 轴型腔/之字形精加工余量 - 这是在之字形路径后剩余的材料量。即使使用“清理路径”,仍会保留精加工余量。
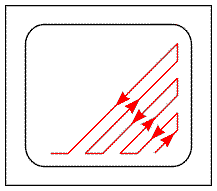
2 轴之字形切削角 - 此属性用于设置之字形操作的切削角。
角度根据当前用户坐标系的 X 正轴定义。以度为单位输入角度。
清理路径 — 启用此选项可在之字形操作的末端创建精加工切削。
使用轮廓平行精加工路径来切削轮廓,以消除路径之间行距留下的任何粗加工边缘。
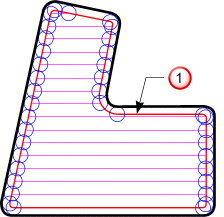
- 清理路径
4 轴/快进刀具路径线性近似 - 在 4 轴线切割机中,所有圆弧都会转换为小线段。此属性用于控制圆弧细化为直线的精细程度。数字越小,圆弧分解成的点越多。
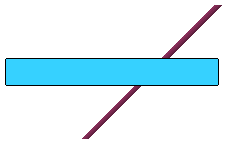
退刀时保持金属丝垂直 — 此选项用于在 4 轴特征的退刀和切断操作完成后保持金属丝垂直。
以下示例显示的是在选择了“退刀时保持金属丝垂直”的情况下退刀操作的末端:
在取消选择了“退刀时保持金属丝垂直”的情况下,同一示例如下所示: