Utiliser la page Surfaçage pour spécifier les paramètres de surfaçage. Pour créer un parcours d'outil de Surfaçage, vous devez définir un brut et un outil.
Le surfaçage fonctionne avec n'importe quel outil et utilise l'extrémité plate de l'outil.
Cette page contient ce qui suit:
Position Z de face (z) — Entrer la hauteur Z de la face. Idéalement, c'est la hauteur du brut.
 — Cliquer, puis cliquer sur une courbe à la hauteur Z adéquate dans la fenêtre graphique pour déterminer la hauteur de la face.
— Cliquer, puis cliquer sur une courbe à la hauteur Z adéquate dans la fenêtre graphique pour déterminer la hauteur de la face.
Expansion XY (e) — Entrer une surépaisseur dans les directions X et Y sur le brut. Ceci est utile lorsque le brut réel est plus grand que celui de PowerMill pour garantir que le parcours d'outil de surfaçage usine tout le brut.
Avance d'engagement (%) — Entrez une valeur pour contrôler l'avance du parcours d'outil à mesure qu'il se rapproche du brut, jusqu'à ce qu'il se trouve entièrement dans le brut. Cette option est utile pour empêcher la rupture des plaquettes d'outil lorsqu'elles effectuent une plongée dans le modèle avec une avance d'engagement élevée. Par défaut, ce paramètre est défini sur 100 %, de sorte qu'il n'y ait aucune réduction de l'avance d'engagement.
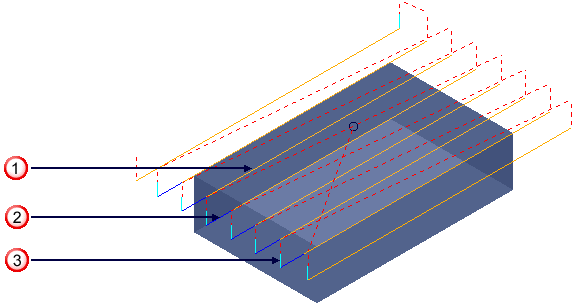
 - Avance de coupe
- Avance de coupe
 - Avance d'engagement
- Avance d'engagement
 - Avance de plongée
- Avance de plongée
Tolérance — Entrer une de tolérance pour déterminer avec quelle précision le parcours d'outil suit les contours du bloc.
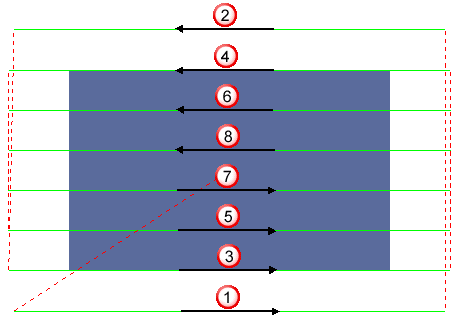
Style — Sélectionnez l'ordre des segments :
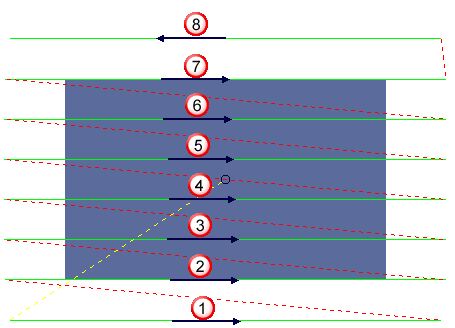
- Unidirectionnel — Toutes les passes, sauf la dernière, sont dans la même direction. La dernière passe est dans la direction opposée. Cela vous aide à produire une surface propre. Si la dernière passe est dans la même direction que les autres passes, elle pourrait laisser des bavures sur le bord de la matière poussée vers l'extérieur.
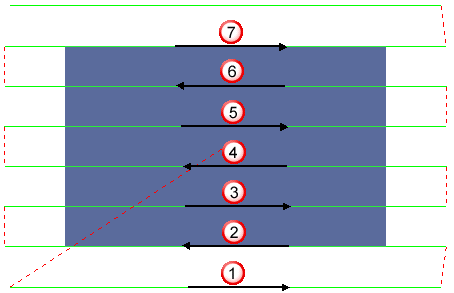
- Bidirectionnel — Les passes sont dans des directions alternées.
- Spirale — Les passes démarrent hors du brut et se déplacent vers le milieu.
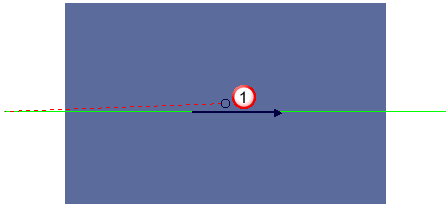
- Une passe — Une passe unique est générée, juste à côté du centre du brut. C'est utile pour effectuer un surfaçage de brut qui est plus petit que le diamètre d'outil. La passe est décalée du centre pour éviter l'usure excessive de l'outil en évitant d'usiner de petits fragments.
Incrément — Entrer la distance entre les passes d'usinage successives.
 Copier incrément de l'outil— Cliquer pour charger la profondeur de coupe radiale depuis les données de coupe de l'outil actives. La profondeur de coupe radiale est mesurée le long de l'axe d'outil.
Copier incrément de l'outil— Cliquer pour charger la profondeur de coupe radiale depuis les données de coupe de l'outil actives. La profondeur de coupe radiale est mesurée le long de l'axe d'outil.
 .
.