Utiliser la stratégie Finition de plats par décalage pour créer un parcours d'outil de décalage sur les zones planes du modèle
Tolérance à plat — Entrez une tolérance pour trouver les zones presque planes (à savoir, planes dans la tolérance spécifiée ici).
Trouver plats sur les triangles — Sélectionner pour trouver des zones planes sur des triangles tout comme des surfaces. Lorsque l'option est désélectionnée, PowerMill ne prend pas en compte les parties du modèle contenant des triangles.
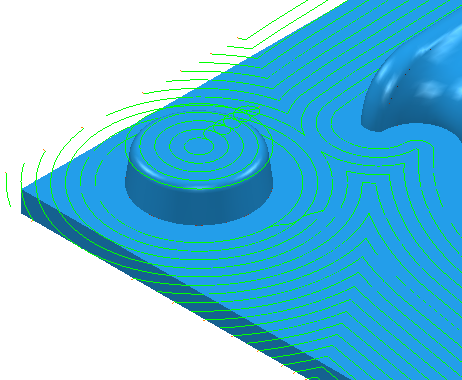
Autoriser outil hors zones planes — Sélectionner cette option pour autoriser l'outil de sortir de la zone plane. Cela atténue le problème du passage de l'outil le long d'un bord aigu.
Autoriser l'outil hors zones planes — sélectionné :
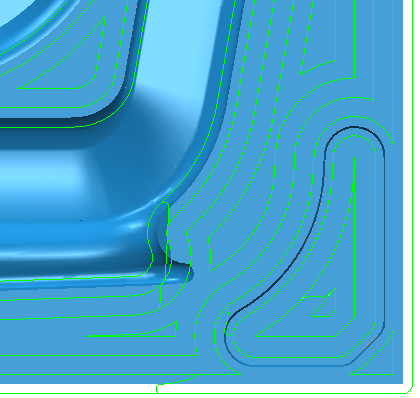
Autoriser l'outil hors zones planes — désélectionné :
Usinage de reprise — Sélectionner pour activer la page Reprise. L'usinage de reprise vous permet d'utiliser un outil plus grand pour un retrait de volume efficace, puis un outil plus petit pour faire une reprise d'ébauche sur le modèle que le grand outil ne peut atteindre comme des poches ou des coins. L'outil le plus petit usine uniquement les zones qui n'ont pu être atteintes par l'outil original.
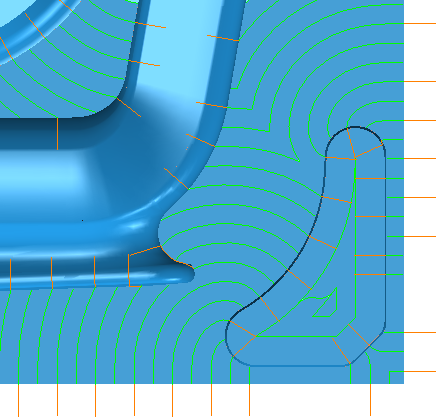
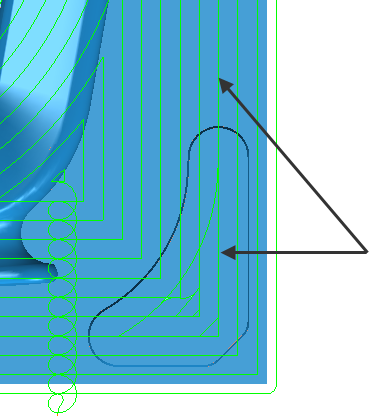
Ajouter des approches de l'extérieur — Sélectionner pour activer les mouvements de niveau pour approcher le modèle à partir d'en-dehors du bloc.
Approcher à l'extérieur de l'incrément — Entrer la distance d'approche. C'est la distance d'approche maximum depuis le plat.
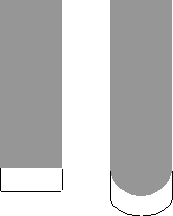
Ignorer trous — Sélectionner pour ignorer les trous plus petits que le Seuil spécifié.
- Seuil (UDO) — Entrer un seuil, comme pourcentage du diamètre d'outil, pour définir quels trous ignorer. Par exemple, avec une valeur de 2, PowerMill ignore les trous de jusqu'à deux fois le diamètre d'outil.
Désélectionner Ignorer trous:
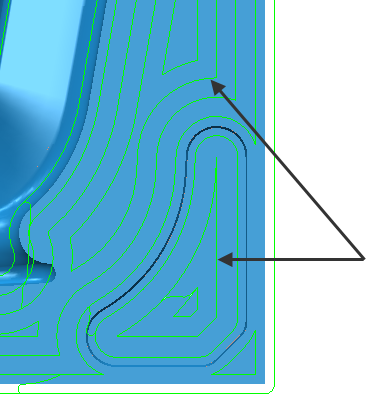
Sélectionner Ignorer trous:
Tolérance — Entrer une valeur pour déterminer la précision avec laquelle le parcours d'outil suit les contours du modèle.
Direction de coupe — Sélectionner la technologie de fraisage.
Sélectionner une direction d'usinage parmi les suivantes :
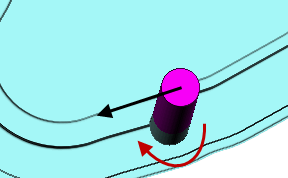
- En avalant — Sélectionner pour créer les parcours d'outils en utilisant l'usinage en avalant, lorsque possible. L'outil est à gauche du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
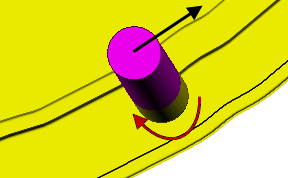
- Conventionnel — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel ou en montant, lorsque possible. L'outil est à droite du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
- Quelconque — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel et en avalant. Cela minimise les élévations de l'outil et la trajectoire d'outil.
Surépaisseur — Entrer la quantité de matière à laisser sur la pièce. Cliquer sur le bouton Epaisseur  pour séparer la case Surépaisseur en Surépaisseur radiale
pour séparer la case Surépaisseur en Surépaisseur radiale  Surépaisseur axiale
Surépaisseur axiale  . Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
. Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
Surépaisseur radiale — Entrer le décalage radial à l'outil. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les parois verticales.
Surépaisseur axiale — Entrer le décalage à l'outil, dans direction de l'outil uniquement. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les faces horizontales.
 Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
Incrément — Entrer la distance entre les passes d'usinage successives.
 Copier incrément de l'outil— Cliquer pour charger la profondeur de passe radiale depuis les données de coupe de l'outil actives. La profondeur de passe radiale est mesurée le long de l'axe d'outil.
Copier incrément de l'outil— Cliquer pour charger la profondeur de passe radiale depuis les données de coupe de l'outil actives. La profondeur de passe radiale est mesurée le long de l'axe d'outil.
 Edité — Lorsqu'affiché, montre les valeurs entrées par vous (ou un autre utilisateur). Cliquer sur pour changer cette valeur à la valeur calculée automatiquement.
Edité — Lorsqu'affiché, montre les valeurs entrées par vous (ou un autre utilisateur). Cliquer sur pour changer cette valeur à la valeur calculée automatiquement.
 Incrément — Entrer la distance entre les passes d'usinage successives.
Incrément — Entrer la distance entre les passes d'usinage successives.
Si vous entrez une valeur d'Incrément, alors
change en .
 Hauteur de crête — Entrer la hauteur de crête maximum et utiliser cette valeur pour déterminer l'incrément. PowerMill calcule la valeur d'incrément pour donner une hauteur de crête de la tolérance d'usinage en utilisant l'outil actuel lorsque vous usinez un plan incliné à 45
Hauteur de crête — Entrer la hauteur de crête maximum et utiliser cette valeur pour déterminer l'incrément. PowerMill calcule la valeur d'incrément pour donner une hauteur de crête de la tolérance d'usinage en utilisant l'outil actuel lorsque vous usinez un plan incliné à 45 . C'est la pire hauteur de crête pour une tolérance donnée.
. C'est la pire hauteur de crête pour une tolérance donnée.
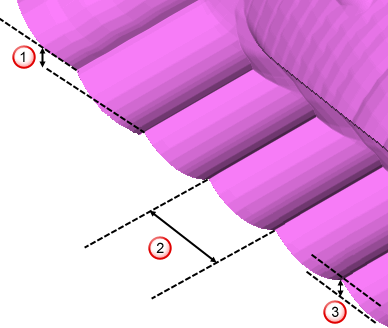
 Prof. de passe
Prof. de passe
 Incrément
Incrément
 Hauteur de crête
Hauteur de crête
Pour plus d'informations, voir Lien entre incrément et hauteur de crête.
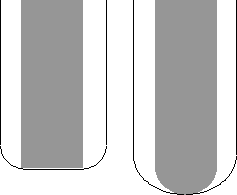
Passe de profondeur finale — Sélectionner pour autoriser une passe supplémentaire.
Passe de profondeur finale sélectionné
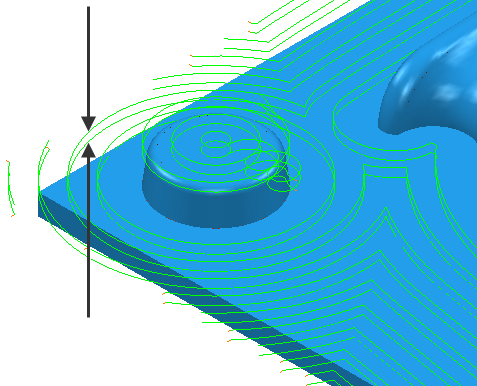
Passe de profondeur finale désélectionné