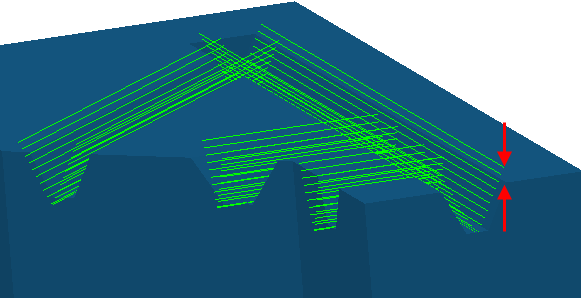
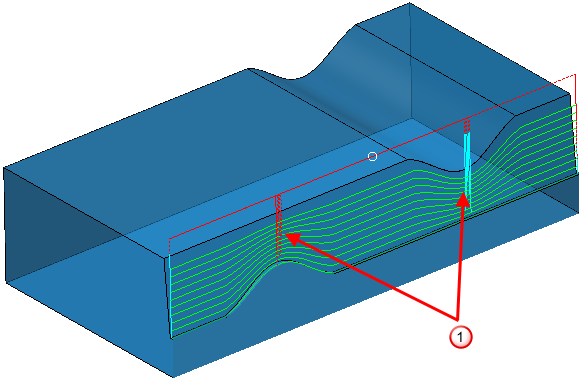
Utiliser la page Usinage de nervures pour créer un parcours d'outil en usinant un canal dans une pièce.
Motif — Cela définit la ligne de centre approximative du canal.
 Motif sélectionné — Sélectionner un motif dans la liste. Si aucun motif n'est affiché, ou que
Motif sélectionné — Sélectionner un motif dans la liste. Si aucun motif n'est affiché, ou que  est sélectionné, alors aucun motif n'est sélectionné. La liste contient une liste de tous les motifs disponibles.
est sélectionné, alors aucun motif n'est sélectionné. La liste contient une liste de tous les motifs disponibles.
 Motif de nervure — Cliquez sur cette option pour afficher l'onglet Editeur de motif de nervure qui vous permet d'esquisser la ligne centre approximative du canal.
Motif de nervure — Cliquez sur cette option pour afficher l'onglet Editeur de motif de nervure qui vous permet d'esquisser la ligne centre approximative du canal.
 Créer motif — Sélectionner pour créer un nouveau motif vide.
Créer motif — Sélectionner pour créer un nouveau motif vide.
 Motif choisi sélectionné — Cliquer pour sélectionner un motif en faisant une sélection dans la fenêtre de graphiques, plutôt que par nom dans la liste Sélectionner un motif.
Motif choisi sélectionné — Cliquer pour sélectionner un motif en faisant une sélection dans la fenêtre de graphiques, plutôt que par nom dans la liste Sélectionner un motif.
Surfaces — Cela définit les surfaces formant les parois et la base du canal.
 Créer un ensemble— Cliquer pour créer un nouvel ensemble, qui est l'ensemble de référence.
Créer un ensemble— Cliquer pour créer un nouvel ensemble, qui est l'ensemble de référence.
- Ensemble sélectionné — Sélectionner un ensemble de la liste. Les ensembles contiennent les surfaces formant les parois et la base du canal.
 Surface de nervure — Cliquez sur cette option pour afficher l'onglet Editeur de surface de nervure qui permet la sélection automatique des surfaces de parois et de base du canal.
Surface de nervure — Cliquez sur cette option pour afficher l'onglet Editeur de surface de nervure qui permet la sélection automatique des surfaces de parois et de base du canal.
Style — Sélectionner si vous voulez usiner vers les deux parois du canal ou vers la ligne centre.
Sélectionner un Style de Parois de nervure crée un parcours d'outil qui usine un côté du canal, puis l'autre côté. Utiliser cette option lorsque l'outil est plus petit que le canal.
Sélectionner un Style de Centre de nervure crée un parcours d'outil qui usine vers la ligne centre du canal. Utiliser cette option lorsque l'outil, normalement un outil de forme, est de la taille et de la forme du canal.
Sélectionner Centre et parois crée un parcours d'outil qui usine vers la ligne centre du canal, puis usine chaque côté du canal.
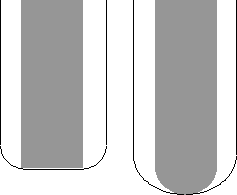
Garde — Quand la surface supérieure n'est pas entièrement usinée, entrer la hauteur au-dessus du haut du canal où l'usinage démarre.
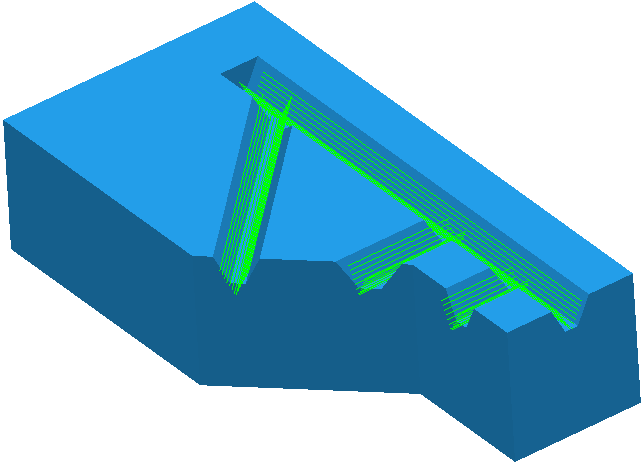
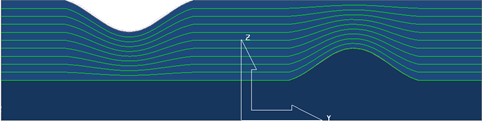
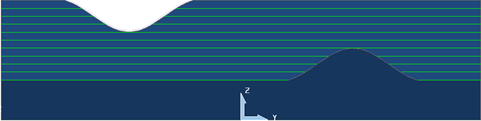
Par exemple, un dégagement de 0 permet d'obtenir le résultat suivant :
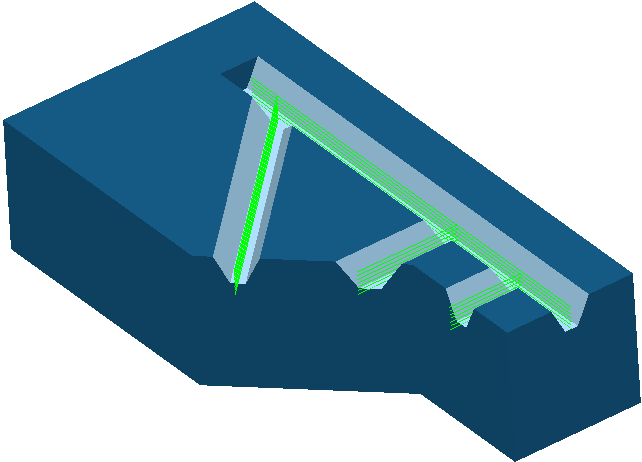
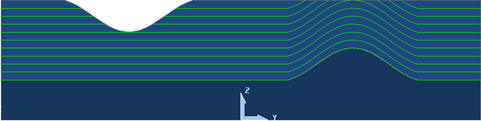
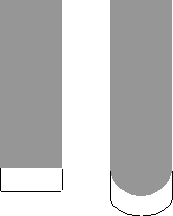
Un dégagement de 10 permet d'obtenir le résultat suivant :
Décalage — Sélectionner comment décaler de la surface de base en haut du canal.
- Fusionner — Sélectionner pour décaler le contour de base et migrer le décalage afin qu'à la fin, le contour supérieur soit décalé. Cela minimise le nombre de mouvements hors matière.
- Dévaler vers le haut — Sélectionner pour décaler le contour de la base. Cette option donne une profondeur constante et minimise le nombre de mouvements vers le bas. C'est important quand votre outil ne peut pas effectuer de mouvements hors matière lorsque Z réduit.
Vous pouvez éliminer les mouvements vers le bas en sélectionnant une Direction d'usinage de En montant.
- Fond uniquement — Sélectionner pour créer un parcours d'outil sur la base du canal.
- Z Constant— Sélectionner les parcours d'outils avec une hauteur de Z constant.
Tolérance — Entrer une valeur pour déterminer la précision avec laquelle le parcours d'outil suit les contours du modèle.
Direction de coupe — Sélectionnez la technologie de fraisage :
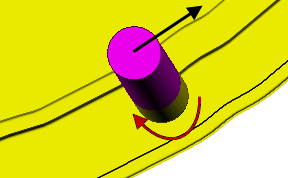
- En avalant — Sélectionner pour créer les parcours d'outils en utilisant l'usinage en avalant, lorsque possible. L'outil est à gauche du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil. Utiliser cette option quand vous avez un style de parois de nervure. Quand vous avez un style de centre de nervure, un côté de l'outil usine en avalant et l'autre en conventionnel.
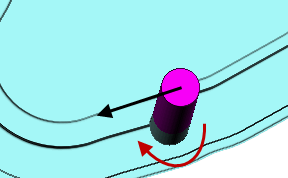
- Conventionnel — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel ou en montant, lorsque possible. L'outil est à droite du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil. Utiliser cette option quand vous avez un style de parois de nervure.
- Quelconque — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel et en avalant. Cela minimise les élévations de l'outil et la trajectoire d'outil.
- Motif — Sélectionner pour créer un parcours d'outils qui suit la direction du motif. Cette option utilise les fraisage en avalant et conventionnel. Quand vous sélectionnez un Style de Centre de nervure, une paroi est usinée en utilisant le fraisage en avalant et l'autre utilise le fraisage conventionnel pour s'assurer que l'outil suive la direction du motif. Avec des canaux ouverts, utiliser cette option pour démarrer l'usinage depuis l'extrémité ouverte du canal pour éviter les mouvements de plongée. Pour voir la direction du motif, cliquez sur l'onglet Editeur de motif de nervure > panneau Dessiner > Instrumentation pour le détailler.
Pour afficher l'onglet Editeur de motif de nervure, cliquer sur
.
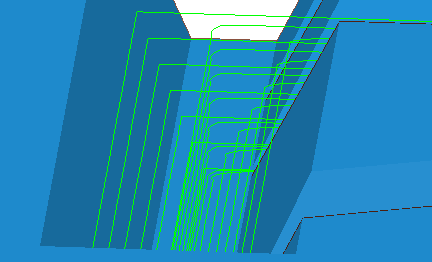
- Montant — Sélectionner pour créer un parcours qui évite les mouvements de coupe quand Z diminue. Cette option utilise les fraisage en avalant et conventionnel. Quand vous sélectionnez un Style de Parois de nervure, une paroi est usinée en utilisant le fraisage en avalant et l'autre utilise le fraisage conventionnel pour s'assurer que l'outil suive la direction du motif.
 décrochages de parcours supplémentaires ajoutés pour éviter les mouvements de coupe quand Z diminue.
décrochages de parcours supplémentaires ajoutés pour éviter les mouvements de coupe quand Z diminue.
Usiner avec un angle de conicité de l'outil — Quand sélectionné, l'outil usiner le canal en utilisant son angle de conicité à la place de l'angle de dépouille du canal. C'est utile quand les canaux ne sont pas modelés avec précision, ne doivent pas être modelés avec précision, ou que vous avez un outil de forme qui correspond avec le contour du canal.
Tolérance angulaire — Entrer la déviation maximum depuis l'angle de dépouille à l'angle de conicité de l'outil. Quand cet angle est dépassé, PowerMill laisse une partie du canal non usinée.
Surépaisseur — Entrer la quantité de matière à laisser sur la pièce. Cliquer sur le bouton Epaisseur  pour séparer la case Surépaisseur en Surépaisseur radiale
pour séparer la case Surépaisseur en Surépaisseur radiale  Surépaisseur axiale
Surépaisseur axiale  . Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
. Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
Surépaisseur radiale — Entrer le décalage radial à l'outil. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les parois verticales.
Surépaisseur axiale — Entrer le décalage à l'outil, dans direction de l'outil uniquement. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les faces horizontales.
 Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
Profondeur de passe max — Entrer la distance maximum entre les passes successives.
 Copier profondeur de passe de l'outil— Cliquer pour charger la profondeur de coupe axiale depuis les données de coupe de l'outil. La profondeur de coupe axiale est mesurée le long de l'axe d'outil.
Copier profondeur de passe de l'outil— Cliquer pour charger la profondeur de coupe axiale depuis les données de coupe de l'outil. La profondeur de coupe axiale est mesurée le long de l'axe d'outil.
 .
.
Ordre — Sélectionnez l'ordre d'usinage des canaux sélectionnés :
- Motif — Sélectionner pour usiner les canaux dans le même ordre de création du motif.
- Le plus court — Sélectionner pour créer le parcours le plus court. Les mouvements hors matière sont minimisés.