ポイント分布アイテムを使用し、ツールパスの連続加工移動ポイント間のポイント分布を制御します。
[ツールパス編集] タブ > [編集] パネル > [ポイント分布] をクリックし、ポイント分布 ダイアログを表示します。
このダイアログには、以下のオプションが表示されます。
出力ポイント分布 は、ツールパスの加工移動沿いのポイント分布を制御します。
-
出力タイプ - 加工移動沿いのポイント分布タイプを選択します。
-
トレランスと円弧保存 - 許容範囲を維持しながら加工移動に沿って不要なポイントを自動的に削除します。

不要なポイントが除去されるため、ポイントは等間隔にはなりません。ポイントのいくつかは青色で、円弧の中心を示しています。青色のポイントの左右どちらかの赤色のポイントが円弧の終端です。
- トレランスと円弧変更 - 円弧と直線セグメントを置き換え、許容範囲を維持しながら加工移動に沿って不要なポイントを削除します。これは、直線セグメント (ポリライン) によって置き換えられるすべての円弧を除いて、トレランスと円弧保存 に類似しています。円弧を適切に処理できないマシンに適しています。
-
再分配 - 加工移動に沿って新しいポイントを追加できます。これによりポイント間の距離を一定に保ち、トレランスの保持に必要な場合のみ、追加のポイントを挿入します。これは、ポイント分離距離 または ポイント分離角度 のオプションを選択する場合に特に便利です。再配分 を使用することで、ツールパスの作成には時間がかかりますが、加工時間は短縮されます。多数の等間隔のポイントを処理できるマシンに適しています。

-
円弧フィット - 必要に応じて挿入可能な加工移動を生成します。このオプションは円弧を正しく処理するマシンに最適ですが、使用できるのは 3 軸ツールパスに対してのみです。工具を取り付けてツールパスを移動すると、はっきりと分かります。
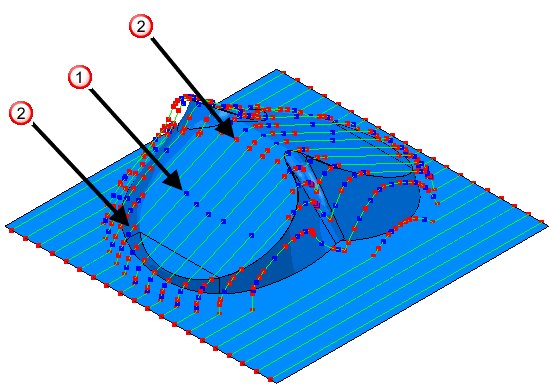
 青色のポイントは円弧の中心を示します。
青色のポイントは円弧の中心を示します。  円弧の終点は青色のポイントの左右どちらかの赤色のポイントです。
円弧の終点は青色のポイントの左右どちらかの赤色のポイントです。
-
トレランスと円弧保存 - 許容範囲を維持しながら加工移動に沿って不要なポイントを自動的に削除します。
- トレランス係数 - 値を入力し、削除対象ポイント数を指定します。0 から 1 までの値を入力します。0 では、最少のポイントが削除され、1 では、トレランスを保持しつつ、最多のポイントが削除されます。これにより、ツールパスに含まれるポイント数が最少になります。
ポイント分離距離 - 連続加工移動ポイント間の最大距離を制限します。
- 最大距離 - 連続加工移動ポイント間の最大距離を入力します。
ポイント分離角度 - 連続加工移動ポイント間の最大角度変更を制限します。
- 最大角度 - 連続加工移動ポイント間の最大角度を入力します。これは、わずかな角度変更でも、アジマス角度/エレベーション角度が大幅に変化するジンバルロック ポジションのアプローチ時に有用です。最大角度の超過を回避するために、PowerMill はツールパス ポイントを追加してマシンを減速させます。
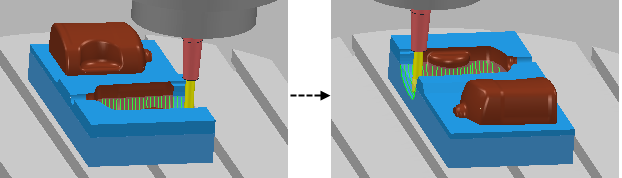
ジンバルロックとは、多軸マシンの特殊設定構造を指します。これは、ツールパスポイントのポジションに起因し、工具軸が回転軸とアラインする際に発生します。ジンバルロック付近で工具軸をわずかに変化させると、回転軸が大きく変化し、不要な動作の原因になります。
下図では、テーブル - テーブルマシンの回転軸が、1 秒間に約 180
 回転してしまいます。これは、マシンのジンバルロックで一致するボトルキャビティの底部のツールパスポイントをマシンが加工するために発生します。
回転してしまいます。これは、マシンのジンバルロックで一致するボトルキャビティの底部のツールパスポイントをマシンが加工するために発生します。
回転軸設定 - これは読取り専用項目で、出力タイプ から 再分布 を選択した場合に、PowerMill がツールパスポイントの再分布に使用する座標系が表示されます。PowerMill が使用する作業平面を選択するには、ストラテジー ダイアログの マシン ページから回転軸設定を選択します。
メッシュ - 加工トレランスに相対し、トライアングルメッシュ化のメッシュサイズを指定します。
- メッシュ係数 - トライアングルメッシュ化トレランスとして使用する 0 から 1 までの値を入力します。メッシュ係数 の値が小さければ小さい程、よりきめ細やかなメッシュになり、精度が向上します。ただし、ツールパスの計算に時間が掛かります。
- 最大トライアングルメッシュ長さ制限 - トライアングルメッシュの最大長さを制限します。
- 最大トライアングルメッシュ長さ - トライアングルメッシュの最大斜辺長さを入力します。 最大トライアングルメッシュ長さを制限すると、緩やかな曲面上のファセット形成が削減されます。しかし、より多くのトライアングルメッシュが作成されるため、加工時間が増加します。そのため、ファセットが問題になる箇所のトライアングルメッシュ長さのみを制限します。