ステップ加工 ページでは、段差を削減するために中間ツールパス スライスを作成します。同一のツールパスで同一の工具を使用し、大型の領域切削ツールパスに残された段差の削り残し加工を行います。

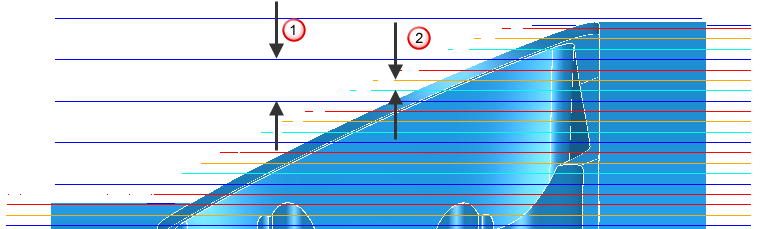
 最初のパスは、メイン スライスです。
最初のパスは、メイン スライスです。
 次のパスは、最も下のステップ切削スライスです。
次のパスは、最も下のステップ切削スライスです。
 その次のパスは、下から 2 番目のステップ切削スライスです。メイン スライスに達するまで上向きに続きます(
その次のパスは、下から 2 番目のステップ切削スライスです。メイン スライスに達するまで上向きに続きます( )。
)。
 次のメイン スライスです。
次のメイン スライスです。
メイン スライスは、通常どおり、上から下に加工されます。中間スライスは、下から上に加工されます。これが可能なのは、切り込みの深さが常にメイン スライスの切り込みの深さ(または、Z 方向削り込み量) より小さいためです。パスの数が最も少なく、各パスの切込みが最も大きくなるため、パーツを加工するにはこれが最も効率的な方法となります。
このページには、以下のオプションが表示されます。
ステップアップ - 中間切断レベル間の距離を入力します。メイン スライスでは、材料の大半を除去します。中間スライスでは、メイン スライスを加工した後に残った段差を取り除きます。
メインスライスの Z 方向削り込み量
中間スライスのステップ アップ
より厚い素材を検出 - しきい値を入力します。PowerMill は、指定されたしきい値より薄い削り残し素材を無視します。この機能により、2 度目の加工が無駄になる極薄領域の削り残し加工を回避します。このような薄い領域は、以前のツールパスのカスプにより発生します。
領域を拡張 - 削り残し領域を拡張する距離を、サーフェスに沿って測定して入力します。指定より厚い素材検出 と併用し、コーナーのような詳細の加工対象領域を削減します。その後、これらの領域をわずかにオフセットし、コーナー上のような全詳細の加工を行います。次の例では、領域拡張 オプションを使用して、削り残し領域 (青色斜線の領域) を増やし、未検出の領域 (黒色の領域) をなくします。
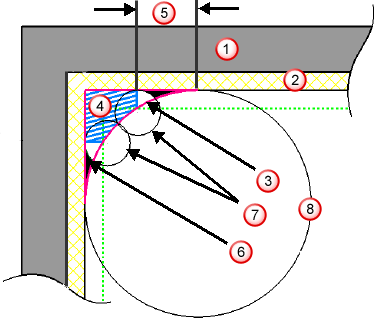
モデル
厚さ
真の削り残し(ピンク)
検出された実際の削り残し(青い斜線の領域)
すべての削り残しを含めるために拡張しなければならない量
 未検出の材料(黒)
未検出の材料(黒)
 工具
工具
 参照工具
参照工具
最小軸差込み代 - 各加工の最小深さを指定できます。中間ステップ中に少なくとも 1 つの刃が常にかみ合うようになり、びびりを防ぎ、ツールの摩耗を減らすことができます。この値より小さい切込みピッチは削除されます。
定量削除 - 中間スライスの 送り速度 を増加させます。中間スライスの 切込みピッチがメインスライスの Z 方向削り込み量より小さいため、工具負荷を保持しつつ、中間スライスの送り速度を増加することができます。切込みが徐々に小さくなるため、各中間スライスは増加送り速度を使用することができます。PowerMill は、切込みに基づいて中間スライスの送り速度の増加を決定します。そのため、中間スライスの最大切込みが、メイン スライスの切込みの半分の場合は、送り速度は 2 倍になります。さまざまな送り速度の効果を確認するには、個別のツールパス メニューから 図面オプション > 図面送り を選択します。
最速送り速度(%) - 送り / 速度 ダイアログで指定された基準送り速度の割合として、中間スライスの最速許容加工送り速度を入力します。この値は、100% より大きくなければなりません。300 と入力すると、中間スライスの加工送り速度は、基準加工送り速度の最高 3 倍の速さになります。
ステップ加工の最速送り速度(mm / min) - 中間スライスの最速許容送り速度を入力します。(基準加工送り速度 x %)
加工送り速度(mm / min) - 送り / 速度 ダイアログで指定された加工送り速度を表示します。この値を変更するには、 をクリックします。
をクリックします。
送り/速度 - 送り/速度 ダイアログを表示します。