活动 4:使用 3D 挖槽操作进行残料粗加工
在本活动中,您将使用“3D 挖槽清洁”加工策略移除上一操作中使用的 20 毫米刀具没有移除的更多剩余材料。
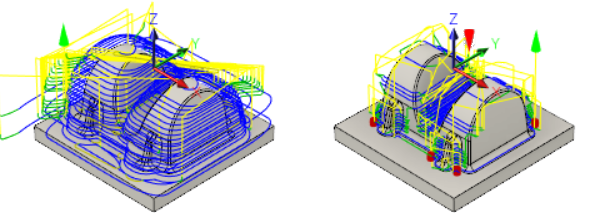
应用了“自适应清洁”的零件(左侧)。使用“3D 挖槽清洁”之后的零件(右侧)。
前提条件
- 您已对零件应用了“自适应清洁”加工策略(活动 3)。
步骤
在“挖槽”对话框中,选择刀具“13 号 - Ø6 R1 毫米牛鼻刀”。
- 在“制造”工具栏的“铣削”选项卡上,选择“三维”>“挖槽清洁”
 。
。 - 在“刀具”选项卡
 上,单击“选择”以访问刀具库。
上,单击“选择”以访问刀具库。 - 从“教程 4”库中选择“13 号 - Ø6 R1 毫米牛鼻刀”。
- 单击“选择”以关闭“选择刀具”对话框。
- 在“制造”工具栏的“铣削”选项卡上,选择“三维”>“挖槽清洁”
移除之前操作无法移除的材料。
- 单击“几何图元”选项卡
 。
。 - 启用“残料加工”复选框。
- 单击“几何图元”选项卡
指定加工路径参数。
- 单击“加工路径”选项卡
 。
。 - 将“平滑偏差”设置为 1 毫米。
- 将“最大粗加工下刀步距”设置为 2 毫米。
- 在“加工余量”组中,将“径向加工余量”设置为 0.3 毫米。
- 单击“加工路径”选项卡
将退刀策略设置为最短路径。
- 单击“链接”选项卡
 。
。 - 从“退刀策略”下拉菜单中选择“最短路径”。该策略可以提供最短的快速移动路径,但只能在快速移动内插为线性移动、支持高速运行的机床上使用。如果您希望在机床上加工教程零件,可能必须更改该设置以适合您的机床和控制器。
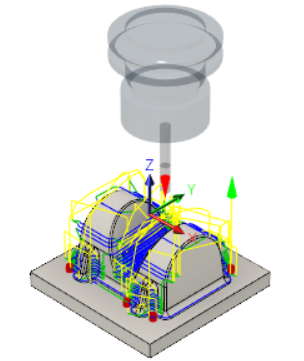
- 单击“确定”以自动开始计算刀具路径。预览将显示在画布上。
- 单击“链接”选项卡
活动 4 概要
在本活动中,您已使用“3D 挖槽清洁”加工策略移除上一操作中使用的 20 毫米刀具无法移除的更多剩余材料。