活动 3:使用自适应清洁进行粗加工
在本活动中,您将使用“自适应清洁”加工策略移除大多数多余的材料(粗加工)。
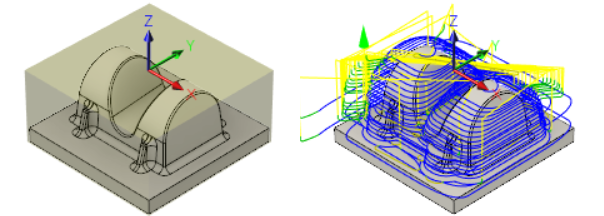
未加工的毛坯材料(左侧)。对其应用了“自适应清洁”的零件(右侧)。
前提条件
- 您已创建了刀具库(活动 2)。
步骤
在“自适应”对话框中,选择“10 号 - Ø20 R1 毫米牛鼻刀”。
在“制造”工具栏的“铣削”选项卡上,选择“三维”>“自适应清洁”
 。
。在“刀具”选项卡
 上,单击“选择”以访问刀具库。
上,单击“选择”以访问刀具库。从刚才创建的“教程 4”库中选择“10 号 - Ø20 R1 毫米牛鼻刀”。
单击“选择”以关闭“选择刀具”对话框。
注意:通过“几何图元”选项卡 ,您可以替代默认模型和范围设置。在本示例中,将使用之前在设置中定义的默认毛坯、模型和 WCS 朝向,您不需要进行任何更改。
,您可以替代默认模型和范围设置。在本示例中,将使用之前在设置中定义的默认毛坯、模型和 WCS 朝向,您不需要进行任何更改。
设置“高度”设置,以便仅向下加工到零件的扁平区域,而忽略零件的矩形底座。
- 单击“高度”选项卡
 。
。 - 从“底部高度”下拉菜单中,选择“选择”。
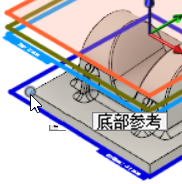
- 对于“底部参考”,请沿底面选择顶点之一,如下图所示:
- 单击“高度”选项卡
指定加工路径参数。
单击“加工路径”选项卡
 。
。启用“加工浅平面区域”复选框。
将“最大浅平面步距”设置为 1 毫米。
将“最大粗加工下刀步距”设置为 25 毫米。
保留“精加工下刀步距”为 2.5 毫米。注意:此参数将使用“最大粗加工下刀步距”设置自动更新。
启用“扁平区域检测”复选框。
在“加工余量”组中,将“径向加工余量”设置为 0.3 毫米。
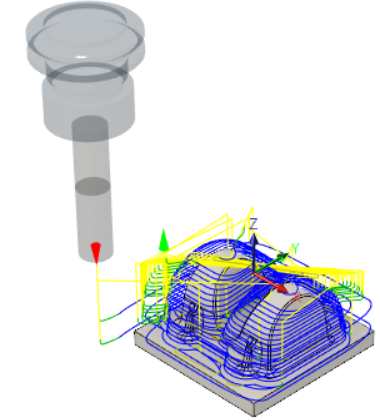
注意:“轴向加工余量”值将会自动更新以反映“径向加工余量”值。单击“确定”以自动开始计算刀具路径。预览将显示在画布上。
注意:无论何时生成刀具路径,都可以通过在“CAM 任务管理器”对话框中按“隐藏”按钮继续工作。当“CAM 任务管理器”处于隐藏状态时,刀具路径计算会在后台继续运行,并且您可以直接在浏览器中查看进度。此外,还请注意,对于大多数策略来说,可以在生成刀具路径时查看刀具路径的预览。这有助于您及早了解是否出现任何错误,以便您可以放弃任务并返回更改参数。您可以通过单击“制造”工具栏 >“管理”>“任务管理器” 来恢复对话框。您可以在“CAM 任务管理器”中按“放弃”,或者通过在浏览器中的操作上单击鼠标右键时选择“放弃生成”放弃任务。有关“任务管理器”的详细信息,请参见关于任务管理器。
来恢复对话框。您可以在“CAM 任务管理器”中按“放弃”,或者通过在浏览器中的操作上单击鼠标右键时选择“放弃生成”放弃任务。有关“任务管理器”的详细信息,请参见关于任务管理器。
活动 3 概要
在本活动中,您已使用“自适应清洁”加工策略作为粗加工操作来移除大多数多余的材料。