活动 3:粗加工三个挖槽
在此活动中,您通过“自适应清洁策略”粗加工三个挖槽。该策略通常用于大面积挖槽。“自适应清洁”计算刀具路径的方式使其对于具有锐角的形状奇特的挖槽而言非常高效。自适应清洁是用于快速去除大量材料的理想刀具路径。
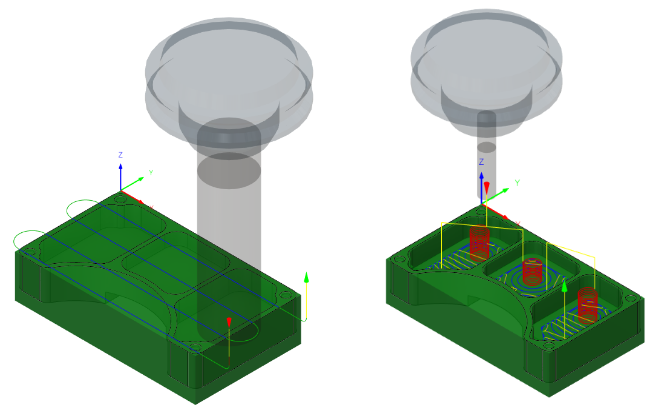
之前,显示沿零件顶部应用的面刀具路径(左侧)。之后,显示在三个挖槽中应用的 2D 自适应清洁刀具路径(右侧)。
前提条件
- 活动 2 已完成。
步骤
从“刀具库”中选择“1 – Ø1/4" (平头立铣刀)”进行此粗加工操作。
在“制造”工具栏的“铣削”选项卡上,选择“二维”>“2D 自适应清洁”
 。
。在“刀具”选项卡中,单击“选择”以访问刀具库
 。
。从“全部”>“文档”>“2D 自适应铣削教程 v1”文档中,选择“1 – Ø1/4" (平头立铣刀)”。
单击“确定”将会选择刀具并关闭对话框。
将刀具的“主轴速度”和“斜插主轴速度”增加到 10000 rpm。
在“2D 自适应”对话框中,将“主轴速度”设置为 10000 rpm。
将“斜坡主轴速度”设置为 10000 rpm。
将“切削进给速率”增加到 60 英寸/分钟,将“导入进给速率”、“导出进给速率”、“斜插进给速率”和“下刀进给速率”增加到 30 英寸/分钟,然后将“每转切削速度”设置为 0.003 英寸。
在同一“2D 自适应”对话框中,将“切削进给速率”设置为 60 英寸/分钟。
将“导入进给速率”设置为 30 英寸/分钟。
将“导出进给速率”设置为 30 英寸/分钟。
将“斜插进给速率”设置为 30 英寸/分钟。
将“下刀进给速率”设置为 13.3333 英寸/分钟。
注意:“每转切削速度”将自动更改为 0.003 英寸。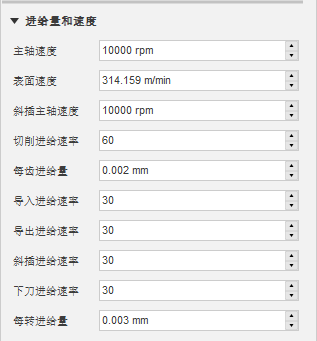
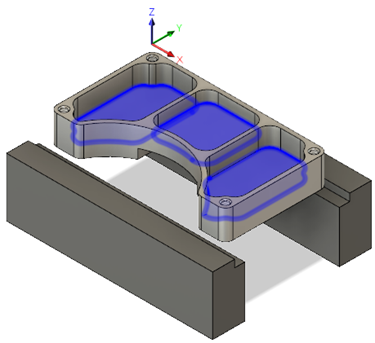
选择挖槽底部要应用“2D 自适应清洁”的三个面。这些面表示加工的边界限制和切削的最终深度。
单击“几何图元”选项卡
 。
。确保“加工区域选择”处于活动状态,以便选择挖槽底部的三个面。
请勿关闭“2D 自适应”命令选项板。而是继续执行下一步。
将“未啮合的进给速率”设置为 60 英寸/分钟并创建刀具路径。“未啮合的进给速率”是在刀具未与材料啮合但尚未退刀时使用的进给速率。
单击“链接”选项卡
 。
。将“未啮合的进给速率”设置为 60 英寸/分钟。
单击“确定”以创建刀具路径。
活动 3 概要
在此活动中,您选择了刀具并在零件的三个挖槽中应用了 2D 自适应清洁刀具路径。
之前,显示沿零件顶部应用的面刀具路径(左侧)。之后,显示在三个挖槽中应用的 2D 自适应清洁刀具路径(右侧)。