活动 4:粗加工型腔
在本活动中,我们将使用“自适应清洁”加工策略从型腔粗加工大块材料。
“自适应清洁”是一种专为执行粗加工而设计的现代化高速加工 (HSM) 策略。“自适应清洁”中的重要参数包括“最优负载”和“下刀步距”设置。传统粗加工策略要求您针对最糟糕的情况设置负载(或步距)和下刀步距。“自适应清洁”允许您使用刀具供应商建议的最大值。将不会超出指定的“最大负载”。
注意:“最大负载”是“最优负载”与负载偏差之和。
前提条件
- 活动 3 已完成。
步骤
开始新的 3D 自适应操作,并从“教程刀具(公制)”库中选择 #11 - Ø10 毫米 R1 牛鼻刀。
- 在“制造”工具栏的“铣削”选项卡上,选择“3D”>“自适应清洁”
 。
。 - 在“刀具”选项卡
 上,单击“选择”。此时将打开刀具库。
上,单击“选择”。此时将打开刀具库。 - 在“库”中,选择“Fusion 库”>“教程刀具(公制)”。
- 从列表中,选择“#11 - Ø10 毫米 R1 (牛鼻立铣刀)”。
- 单击“选择”。
- 在“制造”工具栏的“铣削”选项卡上,选择“3D”>“自适应清洁”
选择可加工的毛坯。
- 在“自适应清洁”命令选项板中,单击“形状”选项卡
 。
。 - 默认情况下,“毛坯轮廓”应处于启用状态。
- 默认情况下,“残料加工”应处于启用状态。系统将根据毛坯尺寸以及移除的任何材料来计算刀具路径。
- 从“源”下拉列表中,选择“从先前操作”。这样会考虑在先前操作中移除的材料,从而避免再次切削这些相同区域。
- 在“自适应清洁”命令选项板中,单击“形状”选项卡
深度切削设置,最优负载和加工余量。
- 单击“加工路径”选项卡
 。
。 - “最优负载”控制 XY 步距。无需更改。
- “最大粗加工下刀步距”控制深度切削。无需更改。
- 将径向和轴向加工余量设置为 0.5 毫米。
- 单击“确定”以开始计算。
- 单击“加工路径”选项卡
活动 4 概要
在本活动中,您选择了“3D 自适应清除”粗加工操作,选择了库刀具,设置了“残料加工”选项,还设置了切削步距、步进深度和加工余量。
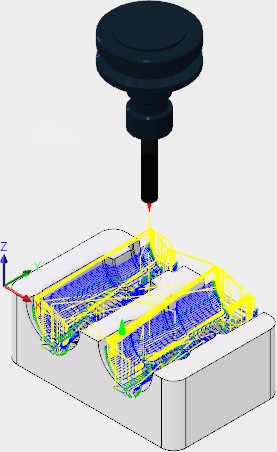
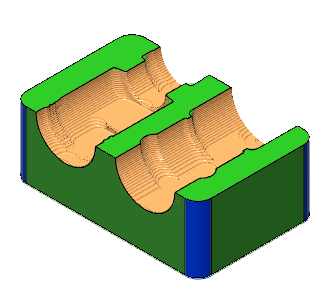
| 下面显示了计算的刀具路径。 | 仿真的刀具路径如下所示。 |
 |
 |
该刀具路径显示有红色箭头起点、黄色快速移动、绿色导入/导出移动、蓝色切削移动以及在终点显示一个绿色箭头。