生成车削自适应粗加工刀具路径
在“制造”工作空间工具栏上,单击“车削” >“车削”>“车削自适应粗加工”
 。
。“自适应粗加工”对话框将打开。
在“刀具”选项卡上,单击“选择”以选取刀具。在对话框的左侧面板中,从“Fusion 库”的“车削刀具”库中拾取刀具。
提示:槽加工刀具是此刀具路径最常用的选择。在“刀具设置”组中,选择“主轴旋转”选项。
正向(顺时针)和反向(逆时针)是从夹头后面查看时相对于主轴的方向。请确保主轴朝刀具上的镶件旋转。
注意:此设置仅改变主轴方向,而不影响刀具朝向。在 CNC 机床上运行代码之前,直观地确认仿真结果并检查后处理输出中的主轴 M 代码。在“形状”选项卡上,使用前侧和后侧边界包含 Z 轴中的刀具路径区域。
可以通过输入“偏移”值来延伸选定的“前侧模式”或“后侧模式”。
在“半径”选项卡上,调整要在 X 方向上加工的区域。设置“外半径”切削起点和“内半径”切削终点。
在“加工路径”选项卡上,将“最小切削半径”设置为适合您的刀具和材料类型的值。
单击“确定”。
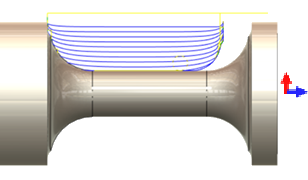
刀具路径如下所示。