车削自适应粗加工策略
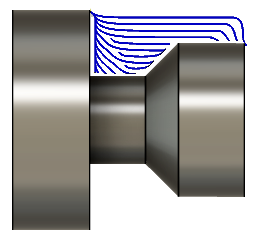
“自适应粗加工”使您可以通过一系列小的重叠加工路径从零件中去除残留毛坯。
该工具会沿零件轮廓去除材料,从而提高加工的效率和精度。 此策略对于加工复杂形状非常有用。它有助于缩短加工时间、改善曲面精加工并延长刀具寿命。
工具
自适应粗加工通常使用槽加工刀具(特别是分度镶件切削刀具)在两个方向上进行切削。分度刀片切削刀具包含刀具夹头所夹持的不同形状和尺寸的镶件。必要时可以替换镶件。
该策略使您可以指定零件上剩余的材料量以进行精加工操作。可以在“加工路径”选项卡上定义“精加工余量”,方法是指定 X 轴和 Z 轴的径向距离。
车削模式
此策略使用以下模式:
- 外凹槽加工 - 在零件的外表面(外径)上加工槽或通道。
- 内凹槽加工 - 在零件的内表面(内径)上加工槽或通道。通常使用镗孔刀具创建镗孔、孔和其他特征。
这两种模式都需要选择适当的刀具。
凹槽抑制
若要减小刀具和零件上的应力,可以在“形状”选项卡上抑制刀具路径中的加工槽。根据选定的槽面,“槽抑制”会从加工中排除槽或加工较浅的槽。大切削力可能会损坏刀具并降低表面光洁度。通过加工较浅的槽,可以通过在较大区域分布切削力来减小切削力。