WKS antasten - Referenz
Antastzyklen sind Bearbeitungsprozesse, bei denen ein Nullpunkt auf einem Bauteil festgelegt wird, und sie können auch zur Prüfung des Bauteils verwendet werden.
Fertigen > Überprüfung > Antasten > WKS antasten ![]()
Sie können das Bauteilmodell oder das Rohteil antasten. Durch Auswahl des geometrischen Elements oder Punkts zum Antasten wird der entsprechende Antastzyklus ausgewählt, und die verfügbaren Optionen werden aktualisiert.
Mithilfe der Antastzyklen können Sie nach verschiedenen Positionen suchen:
- Einzelachsen-Antasten
- Ecken-Antasten
- Blockmittelpunkt-Antasten
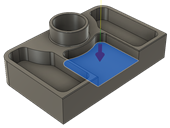
- Antasten der Mitte eines rechteckigen Hohlraums
- Antasten der Mitte eines runden Schraublochs
- Antasten der Mitte einer runden Bohrung
- Rechteckiger und runder Hohlraum mit Mittelteil
- Zwischen zwei Wänden/Flächen
Geben Sie Toleranzen an, um sicherzustellen, dass die Position und Größe von geometrischen Elementen auf dem Rohteil oder dem Bauteilmodell innerhalb des Toleranzbereichs liegen. Beispielsweise, um zu prüfen, ob das richtige Rohteil oder Bauteil verwendet wird und ob es korrekt geladen wurde. Weisen Sie die CNC-Maschine an, die Bearbeitung zu beenden und eine Meldung auf der Steuerung anzuzeigen, wenn die Positionen oder die Größe außerhalb des Toleranzbereichs liegen.
Das Dialogfeld Antasten enthält vier Registerkarten: Werkzeug, Geometrie, Höhen und Einstellungen. Diese Registerkarten enthalten viele Parameter, die in jedem beliebigen Werkzeugweg für die Bearbeitung vorkommen können.
Werkzeug
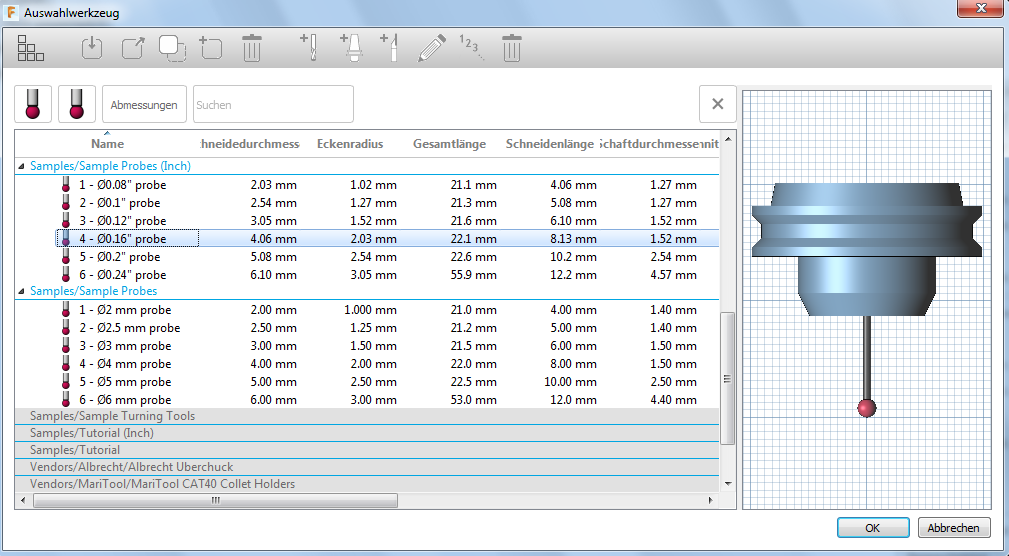
Klicken Sie auf Auswählen, und führen Sie einen Bildlauf nach unten durch, um in der Bibliothek Beispiele/Beispieltaster einen Taster auszuwählen, und klicken Sie dann auf OK.
Verknüpfungsvorschub
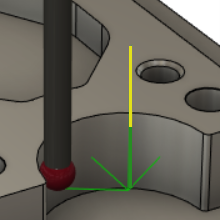
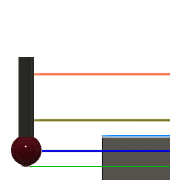
Legt die Tastergeschwindigkeit während Verbindungsbewegungen fest, die vor und nach der Tasteranfahrt und dem anschließenden Berühren des Bauteils durchgeführt werden. Verbindungsbewegungen werden im Ansichtsbereich gelb angezeigt.
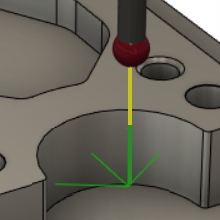
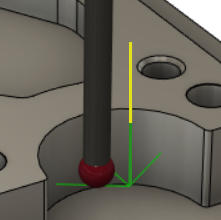
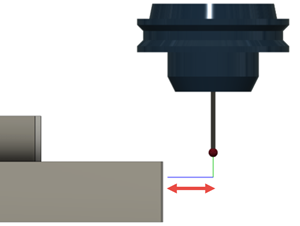
Einfahrvorschub
Legt die Tastergeschwindigkeit während Ein-/Ausgangsbewegungen fest, die vor und nach dem Berühren des Bauteils durchgeführt werden. Ein-/Ausgangsbewegungen werden im Ansichtsbereich grün angezeigt.
Wenn der Taster für zwei Berührungen eingerichtet ist, erfolgt die erste Berührung mit dem Einfahrvorschub und die zweite Berührung mit dem Messvorschub.
Messvorschub
Legt die Tastergeschwindigkeit während Messbewegungen fest, die beim Berühren des Bauteils durchgeführt werden.
Wenn der Taster für zwei Berührungen eingerichtet ist, erfolgt die erste Berührung mit dem Einfahrvorschub und die zweite Berührung mit dem Messvorschub.
Antastmodus
Mit dieser Option können Sie Flächen entweder aus dem Modell oder dem Rohteil des Bauteils auswählen. Die Optionen für die Auswahl ändern sich je nach Ihrer Auswahl.
Durch die Auswahl einer einzelnen Wand wird eine Funktion zum Einzelachsen-Antasten erstellt. Durch die Auswahl der oberen Fläche werden möglicherweise zusätzliche Antastoptionen bereitgestellt. Die Flächen, die Sie auswählen, bestimmen den durchführbaren Antastzyklus. Denken Sie daran, dass Sie sich nicht auf der Registerkarte Geometrie befinden müssen, um eine Fläche auszuwählen.
Fläche(n) antasten - Modell
Zeigt die Anzahl der ausgewählten Flächen im Modell an. Ihre Auswahl bestimmt die Art des Antastens, die durchgeführt werden soll.
Beispiele für ausgewählte Flächen und Antasttyp-Optionen:
 |
 |
| Einzelne Flächen (Abbildung: Z-Fläche) | Einzelne Flächen in einem Winkel (Abbildung: Winkel entlang der Y-Achse) |
 |
 |
| Ecken (Abbildung: XY-Außenecke) | Kanäle (Abbildung: Y-Kanal) |
 |
 |
| Wände (Abbildung: X-Wand) | Zapfen (Abbildung: XY-Kreiszapfen) |
 |
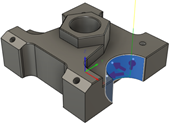 |
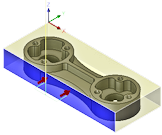
| Bohrungen (Abbildung: XY-Kreistasche) | Teilbohrungen und -zapfen (Abbildung: XY-Teilkreistasche) |
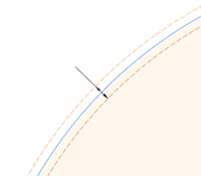
Beispiel für das Ändern der Position von Punkten auf einer Teilbohrung
Wenn Sie genau an dem Punkt, auf den Sie im Modell geklickt haben, antasten möchten, wählen Sie Auswahlpunkt verwenden aus.
Rohteiloberfläche(n) antasten - Rohteil
Zeigt die Anzahl der aus dem Rohteil ausgewählten Flächen an. Ihre Auswahl bestimmt die Art des Antastens, die durchgeführt werden soll.
Beispiele für ausgewählte Flächen und Antasttyp-Optionen:
 |
 |
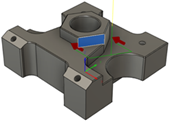
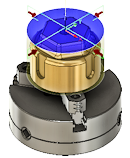
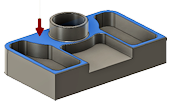
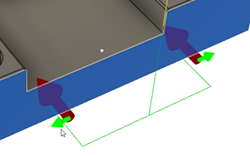
| Für die Rohteilmitte ausgewählte obere Fläche (Abbildung: XY-Rechteckzapfen) | Zwei für die Rohteilecke ausgewählte lotrechte Wände (Abbildung: XY-Außenecke) |
 |
 |
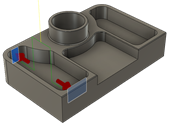
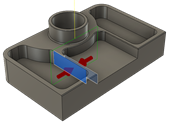
| Ausgewählte einzelne X- oder Y-Wand (Abbildung: Y-Oberfläche) | Ausgewählte einzelne X- oder Y-Wand (Abbildung: Winkel entlang der Y-Achse) |
 |
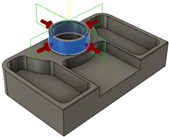
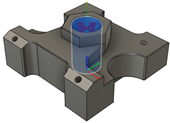
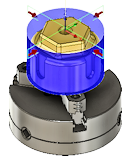 |
| Für Zapfenmitte ausgewählte obere Fläche (Abbildung: XY-Kreiszapfen) | Auswahl einer zylindrischen Fläche für Zapfenmitte (Abbildung: XY-Kreiszapfen) |
 |
 |
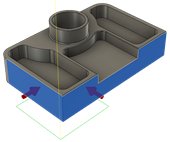
| Zwei gegenüberliegende Wände in X für X-Blockmittelpunkt (Abbildung: X-Wand) | Zwei gegenüberliegende Wände in Y für Y--Blockmittelpunkt (Abbildung: Y-Wand) |
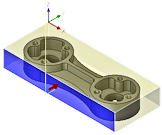
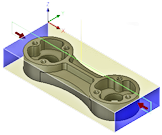
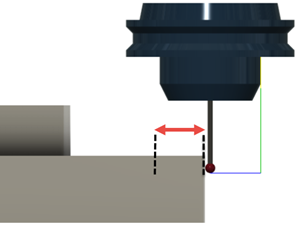
Auswahlpunkt verwenden
Wenn diese Option aktiviert ist, wird das Antasten am ausgewählten Punkt auf der ausgewählten Fläche erzwungen. Ein roter Pfeil zeigt den ausgewählten Punkt an.
Antasttyp
Zeigt die verfügbaren Antastzyklen basierend auf Ihrer Auswahl. Antastmodus und Flächenauswahl bestimmen die Art des Antastens, die durchgeführt werden kann.
Annäherung
Geben Sie einen Wert ein, um den Abstand von der Flächennormalen festzulegen, von wo aus sich der Taster der Fläche nähert. Vorgabemäßig ist die Annäherung das Zweifache des Tasterdurchmessers.
Abstand
Legt den Antastabstand zwischen Punkten fest, wenn ein Winkel basierend auf der ausgewählten Fläche berechnet wird.
Nachlauf
Geben Sie einen Wert für den maximalen Abstand ein, um den sich der Taster über den erwarteten Kontaktpunkt hinaus bewegen und trotzdem eine Messung erfassen kann.
Wenn innerhalb dieses Abstands kein Kontakt hergestellt werden kann, gibt der Taster eine ungültige Messung zurück.
Toleranzen
Der zulässige Wert für die Abweichung der Position, Größe oder des Winkels des gemessenen geometrischen Elements auf dem Modell oder Rohteil. Diese bilateralen Toleranzen stellen den Bereich dar, in dem die Position, die Größe oder der Winkel von den Nennwerten abweichen können und dennoch als innerhalb der Toleranz betrachtet werden.
Wenn beispielsweise der Durchmesser eines Insel-Elements angetastet wird, kann die Größentoleranz als minimales und maximales Durchmesserband um den tatsächlichen Durchmesser angesehen werden. Eine Toleranz von 0.1 mm für einen Zapfen mit 15 mm Durchmesser bedeutet, dass der Durchmesser zwischen 14.9 und 15.1 mm liegen muss.
Wenn das gemessene geometrische Element außerhalb der Toleranz liegt, können Sie die Optionen Falsche Position, Falsche Größe und Schräg auf der Registerkarte Aktion verwenden, um die CNC-Maschine anzuweisen, die Bearbeitung zu stoppen und eine Meldung auf der Steuerung anzuzeigen.
Höheneinstellungen
Die unterschiedlichen Höhen für den Taster.
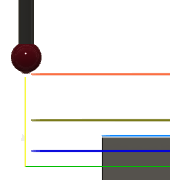
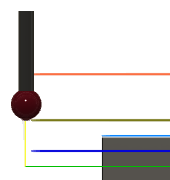
Sicherheitshöhe
Die erste Höhe, auf die das Werkzeug auf dem Weg zum Antasten bewegt wird, und der Punkt, an den es zurückkehrt, wenn der Prozess abgeschlossen ist. Diese Position kann in Bezug auf das Rohteil, das Modell, eine andere Referenz oder eine vom Benutzer ausgewählte Position definiert werden. Die Höhe wird orange dargestellt.
Von definiert die Referenz für die Sicherheitshöhe:
- Rückzugshöhe: Inkrementeller Versatz gegenüber der Rückzugshöhe.
- Endhöhe: Inkrementeller Versatz gegenüber der Endhöhe.
- Modelloberkante: Inkrementeller Versatz gegenüber der Modelloberkante.
- Modellunterkante: Inkrementeller Versatz gegenüber der Modellunterkante.
- Rohteiloberkante: Inkrementeller Versatz gegenüber der Rohteiloberkante.
- Rohteilunterkante: Inkrementeller Versatz gegenüber der Rohteilunterkante.
- Auswahl: Inkrementeller Versatz gegenüber einem Punkt (Scheitelpunkt), einer Kante oder einer Fläche, der bzw. die im Modell ausgewählt wurde.
- Antasten Flächenoberkante: Inkrementeller Versatz von der Oberkante der niedrigsten ausgewählten Fläche.
- Ursprung (absolut): Absoluter Versatz vom Ursprung, der innerhalb der jeweiligen Operation entweder im Setup oder in der Werkzeugausrichtung definiert wird.
Der Versatz ist eine Verschiebung, die relativ zur Von-Auswahl erfolgt. Geben Sie einen Wert ein, oder ziehen Sie den orangefarbenen Ring im Ansichtsbereich.
Rückzugshöhe
Legt eine mittlere Höhe zwischen der Sicherheitshöhe und den Endhöhen-Positionen fest, die zwischen Antastbewegungen verwendet wird. Wenn während eines Antastzyklus verschiedene Positionen angetastet werden müssen, ist dies die Position, zu der der Taster zwischen den einzelnen Antastschritten zurückkehrt. Die Höhe wird dunkelgrün dargestellt.
Von definiert die Referenz für die Rückzugshöhe:
- Sicherheitshöhe: Inkrementeller Versatz gegenüber der Sicherheitshöhe.
- Endhöhe: Inkrementeller Versatz gegenüber der Endhöhe.
- Modelloberkante: Inkrementeller Versatz gegenüber der Modelloberkante.
- Modellunterkante: Inkrementeller Versatz gegenüber der Modellunterkante.
- Rohteiloberkante: Inkrementeller Versatz gegenüber der Rohteiloberkante.
- Rohteilunterkante: Inkrementeller Versatz gegenüber der Rohteilunterkante.
- Auswahl: Inkrementeller Versatz gegenüber einem Punkt (Scheitelpunkt), einer Kante oder einer Fläche, der bzw. die im Modell ausgewählt wurde.
- Antasten Flächenoberkante: Inkrementeller Versatz von der Oberkante der niedrigsten ausgewählten Fläche.
- Ursprung (absolut): Absoluter Versatz vom Ursprung, der innerhalb der jeweiligen Operation entweder im Setup oder in der Werkzeugausrichtung definiert wird.
Der Versatz ist eine Verschiebung, die relativ zur Von-Auswahl erfolgt. Geben Sie einen Wert ein, oder ziehen Sie den dunkelgrünen Ring im Ansichtsbereich.
Endhöhe
Legt die tatsächliche Antasttiefe fest. Diese Position stellt den Kontaktpunkt des Tasters dar, nicht die Unterseite der Tasterspitze. Vorgabemäßig wird ein kugelförmiger Antasttyp dem Radius des Tasters entsprechend nach oben versetzt. Die Höhe wird blau dargestellt.
Von definiert die Referenz für die Endhöhe:
- Sicherheitshöhe: Inkrementeller Versatz gegenüber der Sicherheitshöhe.
- Rückzugshöhe: Inkrementeller Versatz gegenüber der Rückzugshöhe.
- Modelloberkante: Inkrementeller Versatz gegenüber der Modelloberkante.
- Modellunterkante: Inkrementeller Versatz gegenüber der Modellunterkante.
- Rohteiloberkante: Inkrementeller Versatz gegenüber der Rohteiloberkante.
- Rohteilunterkante: Inkrementeller Versatz gegenüber der Rohteilunterkante.
- Auswahl: Inkrementeller Versatz gegenüber einem Punkt (Scheitelpunkt), einer Kante oder einer Fläche, der bzw. die im Modell ausgewählt wurde.
- Antasten Flächenoberkante: Inkrementeller Versatz von der Oberkante der niedrigsten ausgewählten Fläche.
- Ursprung (absolut): Absoluter Versatz vom Ursprung, der innerhalb der jeweiligen Operation entweder im Setup oder in der Werkzeugausrichtung definiert wird.
Der Versatz ist eine Verschiebung, die relativ zur Von-Auswahl erfolgt. Geben Sie einen Wert ein, oder ziehen Sie den blauen Ring im Ansichtsbereich.
WKS
Steuert, welches Koordinatensystem diese Antastoperation steuert.
Überschreiben des Setup-WKS
Wenn diese Option ausgewählt ist, wird der Taster von einem anderen Koordinatensystem (WKS-Überschreibung) als dem im Setup definierten Koordinatensystem (WKS-Aufruf) gesteuert.
Die WKS-Überschreibung für diese Antastoperation wird nicht aktualisiert, aber der WKS-Aufruf für nachfolgende Bearbeitungsoperationen wird aktualisiert. Dadurch wird das Koordinatensystem für den Taster gesperrt.
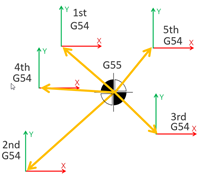
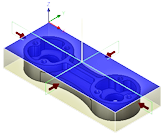
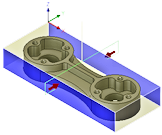
Beispiel für einen aktualisierten WKS-Aufruf (1=G54) ohne geänderte WKS-Überschreibung (2=G55) für mehrere Bauteile
Wenn diese Option deaktiviert ist, wird der Taster vom selben Koordinatensystem wie im Setup definiert gesteuert (WKS-Aufruf).
Der WKS-Aufruf für diese Antastoperation und nachfolgende Bearbeitungsoperationen wird aktualisiert.
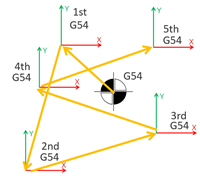
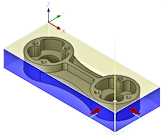
Beispiel für einen aktualisierten WKS-Aufruf (1=G54) für mehrere Bauteile
WKS-Überschreibung
Die Nummer des Koordinatensystems, das diese Antastoperation steuert. Die Nummer entspricht einem bestimmten G-Code, der vom Postprozessor definiert wird.
Zu aktualisierendes WKS
Die Nummer des Koordinatensystems im Setup (WKS-Aufruf), die anhand der Ergebnisse dieses Antastvorgangs aktualisiert wird. Die Nummer entspricht einem bestimmten G-Code, der vom Postprozessor definiert wird.
Falsche Position
Bei aktivierter Option wird die CNC-Maschine angewiesen, die Bearbeitung zu beenden und eine Meldung auf der Steuerung anzuzeigen, wenn die Position des geometrischen Elements außerhalb des Toleranzbereichs liegt.
Falsche Größe
Bei aktivierter Option wird die CNC-Maschine angewiesen, die Bearbeitung zu beenden und eine Meldung auf der Steuerung anzuzeigen, wenn die Größe des geometrischen Elements außerhalb des Toleranzbereichs liegt.
Schräge Aktion
Bei aktivierter Option wird die CNC-Maschine angewiesen, die Bearbeitung zu beenden und eine Meldung auf der Steuerung anzuzeigen, wenn der Winkel des geometrischen Elements außerhalb des Toleranzbereichs liegt.
Ergebnisse drucken
Bei aktivierter Option werden die Antastergebnisse auf der Steuerung der CNC-Maschine angezeigt. Die Ergebnisse können auch in eine von der Maschine erstellte Ergebnisdatei ausgegeben werden, die in Fusion importiert werden kann.
Vorgabemäßig werden die Ergebnisse anhand eines inkrementellen Nummerierungssystems unterschieden. Die Elementnummer wird inkrementell erhöht, die Bauteilnummer jedoch nicht. Dies ist hilfreich beim Antasten mehrerer Flächen auf einem einzelnen Bauteil.
Wählen Sie Komponente inkrementieren aus, um die Bauteilnummer in den Ergebnissen zu erhöhen, während die Elementnummer zurückgesetzt wird. Dies ist hilfreich, wenn Sie die gleiche Fläche auf mehreren Bauteilen antasten.