Einspritzzeit
Die Zeit, die erforderlich sein sollte, um das Werkzeug vollständig mit Material zu füllen.
Die Änderung des Einspritzdrucks gegenüber der Einspritzzeit hat zwei Auswirkungen:
Mit zunehmender Einspritzzeit nimmt der Druck, mit dem der geschmolzene Kunststoff durch das Teil gepresst wird, ab.
Mit zunehmender Einspritzzeit sinkt die Kunststofftemperatur aufgrund der Wärmeübertragung auf das Werkzeug. Dadurch erhöhen sich Viskosität und Menge des erstarrten Kunststoffs, wodurch wiederum der Einspritzdruck steigt.
Sie können die Einspritzzeit auf Automatisch oder Vorgegeben einstellen. Das nachstehende Diagramm zeigt das Ergebnis aus neun Simulationen für dasselbe Formteil.
Die blauen Punkte stellen die Simulationen dar, bei denen die Einspritzzeit auf einen bestimmten Wert eingestellt war.
Der rote Punkt stellt die Analyse dar, bei der für die Einspritzzeit die Einstellung Automatisch gewählt wurde. Es wird der niedrigstmögliche Einspritzdruck für das Formteil angezeigt.
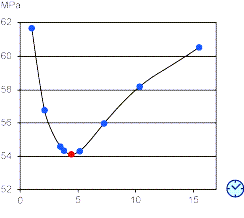
Das Diagramm zeigt die Ergebnisse aus neun Simulationen für dasselbe Formteil.