Referencia del SCT de sonda
Los ciclos de sondeo son un proceso de la máquina que establece un punto cero en una pieza, y que también se puede utilizar para realizar la inspección de piezas.
Fabricación > Inspección > Sondeo > SCT de sonda ![]()
Puede sondear el modelo de la pieza o el cuerpo de material. Al seleccionar la figura geométrica o el punto que se va a sondear, se selecciona el ciclo de sondeo correspondiente y se actualizan las opciones disponibles.
Los ciclos de sondeo se pueden utilizar para encontrar varias posiciones:
- Sondeo de un solo eje
- Sondeo de esquina
- Sondeo de centro de bloque
- Sondeo de centro de cavidad rectangular
- Sondeo de centro de fiador circular
- Sondeo de centro de agujero circular
- Cavidad rectangular y circular con islas
- Entre 2 paredes/caras
Especifique las tolerancias para verificar que la posición y el tamaño de las operaciones geométricas del material, o el modelo de la pieza, están dentro de la tolerancia. Por ejemplo, para comprobar que se está utilizando el material o la pieza correcto y que se ha cargado correctamente. Indique a la máquina CNC que detenga el mecanizado y que muestre un mensaje en el controlador si las posiciones o el tamaño están fuera de la tolerancia.
El cuadro de diálogo Sonda cuenta con cuatro fichas: Herramienta, Geometría, Alturas y Configuración. Estas fichas contienen muchos de los mismos parámetros que se pueden encontrar en cualquier ruta de herramienta de mecanizado.
Herramienta
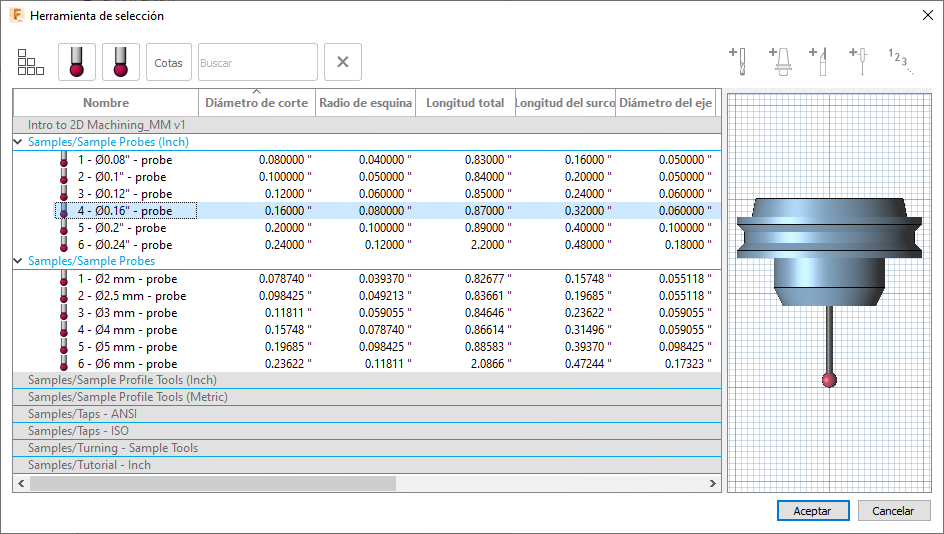
Haga clic en Seleccionar, desplácese hasta la biblioteca Muestras/Sondas de muestra para seleccionar una sonda y, a continuación, haga clic en Aceptar.
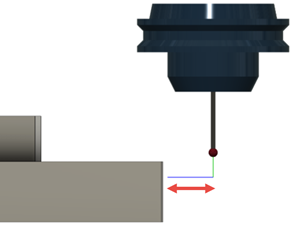
Velocidad de avance de vinculación
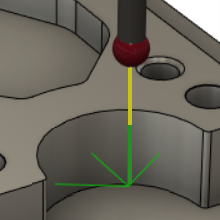
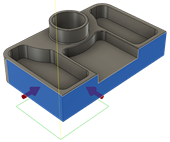
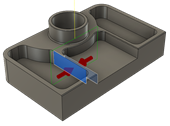
Define la velocidad de la sonda durante los movimientos de unión, que se realizan antes y después de que la sonda entra y toca la pieza. Estos movimientos se muestran en amarillo en el lienzo.
Velocidad de avance de entrada
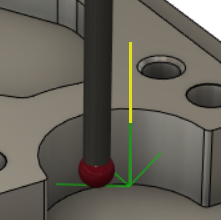
Define la velocidad de la sonda durante los movimientos de entrada/salida, que se realizan antes y después de que la sonda toque la pieza. Estos movimientos se muestran en verde en el lienzo.
Si la sonda está configurada para realizar dos toques, el primer contacto se encuentra en la velocidad de avance de entrada y, a continuación, el segundo contacto se encuentra en la velocidad de avance de medición.
Velocidad de avance de medición
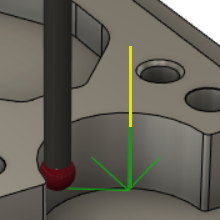
Define la velocidad de la sonda durante los movimientos de medición, que es cuando la sonda toca la pieza.
Si la sonda está configurada para realizar dos toques, el primer contacto se encuentra en la velocidad de avance de entrada y, a continuación, el segundo contacto se encuentra en la velocidad de avance de medición.
Modo de sondeo
Permite optar por seleccionar caras del Modelo o del Material de la pieza. Las opciones de selección cambian en función de la selección.
Al seleccionar una pared, se crea una función de sondeo de un solo eje. Al seleccionar la cara superior, puede que aparezcan más opciones de sondeo. Las caras que seleccione determinan el tipo de ciclo de sondeo que se puede llevar a cabo. Tenga en cuenta que no tiene que estar en la ficha Geometría para seleccionar una cara.
Superficies de sonda: modelo
Muestra el número de caras seleccionadas del modelo. La selección determina el tipo de sondeo que se va a realizar.
Ejemplos de las caras seleccionadas y de las opciones de Tipo de sonda:
 |
 |
| Superficies simples (se muestra Superficie Z) | Superficies simples en un ángulo (se muestra Ángulo a lo largo del eje Y) |
 |
 |
| Esquinas (se muestra Exterior XY) | Canales (se muestra Canal Y) |
 |
 |
| Muros (se muestra Muro X) | Salientes (se muestra Saliente circular XY) |
 |
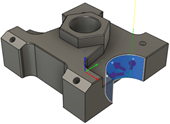 |
| Agujeros (se muestra Agujero circular XY) | Agujeros y salientes parciales (se muestra Agujero parcial circular XY) |
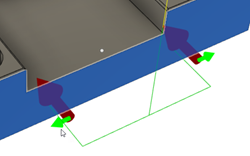
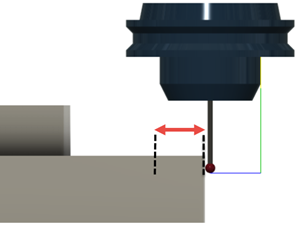
Ejemplo de cambio de posición de puntos en un agujero parcial.
Para sondear en el punto exacto en el que ha hecho clic en el modelo, active la opción Utilizar el punto de selección.
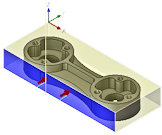
Superficies del material de sondeo: material
Muestra el número de Caras seleccionadas del material. La selección determina el tipo de sondeo que se va a realizar.
Ejemplos de las caras seleccionadas y de las opciones de Tipo de sonda:
 |
 |
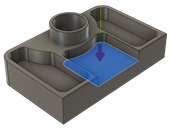
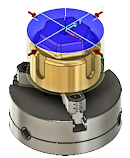
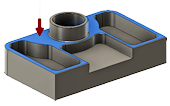
| Cara superior seleccionada para el centro del material (se muestra Saliente rectangular XY) | Se han seleccionado dos muros perpendiculares para la esquina del material (se muestra la Esquina exterior XY) |
 |
 |
| Muro único X o Y seleccionado (se muestra Superficie Y) | Muro único X o Y seleccionado (se muestra Ángulo a lo largo del eje Y) |
 |
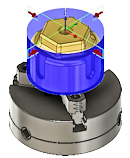 |
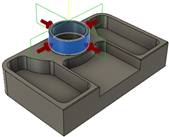
| Cara superior seleccionada para el centro del saliente (se muestra Saliente circular XY) | Selección de cara cilíndrica para el centro del saliente (se muestra Saliente circular XY) |
 |
 |
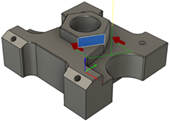
| Dos muros opuestos en X para el centro del material X (se muestra Muro X) | Dos muros opuestos en Y para el centro del material Y (se muestra Muro Y) |
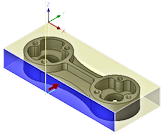
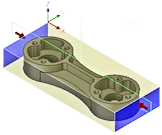
Utilizar punto de selección
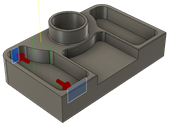
Cuando está seleccionado, se fuerza el sondeo en el punto real elegido en la superficie seleccionada. Una flecha roja muestra el punto seleccionado.
Tipo de sonda
Muestra los ciclos de sondeo disponibles en función de la selección. El Modo de sonda y la selección de cara determinan el tipo de sondeo que se puede llevar a cabo.
Aproximación
Introduzca un valor para configurar la distancia desde la normal de la superficie en la que la sonda comienza a aproximarse a la superficie. Por defecto, Aproximación es el doble del diámetro de la sonda.
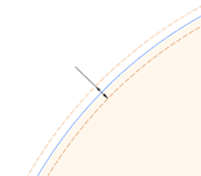
Espaciado
Establece el espaciado de sonda mientras se calcula un ángulo a partir de la cara seleccionada.
Despeje
Introduzca un valor para especificar la distancia máxima que la sonda puede moverse más allá del punto de contacto esperado y seguir registrando una medición.
Si no se produce ningún contacto dentro de esta distancia, la sonda devuelve una medición no válida.
Tolerancias
El valor aceptable de desviación en Posición, Tamaño o Ángulo de la figura geométrica medida en el modelo o el material. Estas tolerancias bilaterales son la cantidad que la posición, el tamaño o el ángulo pueden variar con respecto a sus nominales y que se siguen considerando dentro de la tolerancia.
Por ejemplo, cuando se realiza el sondeo del diámetro de una operación de soporte para fiador, la tolerancia del tamaño se puede considerar como la banda de diámetro mínimo y máximo alrededor del diámetro real. Una tolerancia de 0,1 mm para un diámetro de saliente de 15 mm significa que el diámetro debe estar entre 14,9 y 15,1 mm.
Si la operación geométrica determinada se encuentra fuera de tolerancia, puede utilizar las opciones Fuera de posición, Tamaño incorrecto y Desviación de la ficha Acciones para indicar a la máquina CNC que detenga el mecanizado y que muestre un mensaje en el controlador.
Alturas
Las distintas alturas de la sonda.
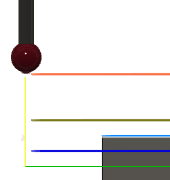
Altura del espacio libre
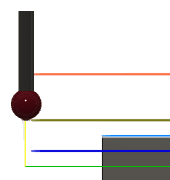
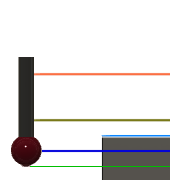
La primera altura a la que se desplaza la herramienta en su recorrido hacia el inicio del sondeo y el punto al que vuelve una vez ha finalizado el proceso. Esta posición se puede definir con respecto al material, el modelo, otra referencia o una posición seleccionada por el usuario. La altura se muestra en naranja.
Desde define la referencia para la Altura del espacio libre:
- Altura de retracción: desfase incremental de la Altura de retracción.
- Altura inferior: desfase incremental de la Altura inferior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Parte superior de la superficie de sondeo: desfase incremental desde la parte superior de la superficie más baja seleccionada.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase es un desplazamiento relativo a la selección de Desde. Introduzca un valor o arrastre el círculo naranja en el lienzo.
Altura de retracción
Establece una altura intermedia entre las posiciones de Altura del espacio libre y Altura inferior, que se utiliza entre movimientos de sondeo. Si el ciclo de sondeo debe sondear varias ubicaciones, es la altura a la cual se mueve la sonda entre sondeos. La altura se muestra en verde oscuro.
Desde define la referencia para la Altura de retracción:
- Altura del espacio libre: desfase incremental de la Altura del espacio libre.
- Altura inferior: desfase incremental de la Altura inferior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Parte superior de la superficie de sondeo: desfase incremental desde la parte superior de la superficie más baja seleccionada.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase es un desplazamiento relativo a la selección de Desde. Introduzca un valor o arrastre el círculo verde oscuro en el lienzo.
Altura inferior
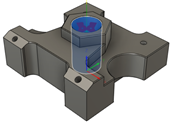
Determina la profundidad de sondeo real. Esta posición es el punto de contacto de la sonda, no la parte inferior de la punta de la sonda. Por defecto, un tipo de sonda esférica (bola) se desfasa hacia arriba en su radio. La altura se muestra en azul.
Desde define la referencia para la Altura inferior:
- Altura del espacio libre: desfase incremental de la Altura del espacio libre.
- Altura de retracción: desfase incremental de la Altura de retracción.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Parte superior de la superficie de sondeo: desfase incremental desde la parte superior de la superficie más baja seleccionada.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase es un desplazamiento relativo a la selección de Desde. Introduzca un valor o arrastre el círculo azul en el lienzo.
SCT
Controla qué sistema de coordenadas dirige esta operación de sondeo.
Modificar SCT de conducción
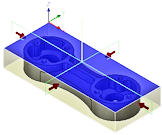
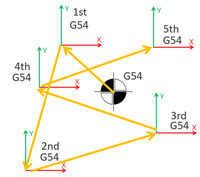
Cuando esta opción está seleccionada, la sonda se mueve desde un sistema de coordenadas diferente (anulación del SCT) al definido en la configuración (desfase del SCT).
No se actualiza la modificación del SCT de esta operación de sondeo, pero sí se actualiza el desfase del SCT de las siguientes operaciones de mecanizado. Esto bloquea el sistema de coordenadas de la sonda.
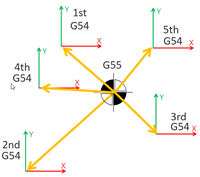
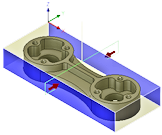
Ejemplo de desfase del SCT actualizado (1=G54), pero sin modificación del SCT (2=G55), para varias piezas.
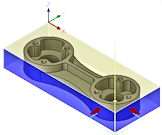
Cuando esta opción no está seleccionada, la sonda se mueve desde el mismo sistema de coordenadas al definido en la configuración (desfase del SCT).
Se actualiza el desfase del SCT de esta operación de sondeo y de las operaciones de mecanizado posteriores.
Ejemplo de desfase del SCT actualizado (1=G54) para varias piezas.
Modificación del SCT
El número del sistema de coordenadas que controla esta operación de sondeo. El número coincide con un código G específico, definido por el posprocesador.
SCT para actualizar
El número del sistema de coordenadas en la configuración (desfase del SCT), que se actualizará en función de los resultados de esta operación de sondeo. El número coincide con un código G específico, definido por el posprocesador.
Fuera de posición
Cuando esta opción está activada, indica a la máquina CNC que detenga el mecanizado y que muestre un mensaje en el controlador cuando la posición de la figura geométrica está fuera del rango de tolerancia.
Tamaño incorrecto
Cuando esta opción está activada, indica a la máquina CNC que detenga el mecanizado y que muestre un mensaje en el controlador cuando el tamaño de la figura geométrica está fuera del rango de tolerancia.
Desviación
Cuando esta opción está activada, indica a la máquina CNC que detenga el mecanizado y que muestre un mensaje en el controlador cuando el ángulo de la figura geométrica está fuera del rango de tolerancia.
Imprimir resultados
Cuando está seleccionada, muestra los resultados del sondeo en el controlador de la máquina CNC. Los resultados también se pueden enviar a un archivo de resultados generado automáticamente, que se puede importar a Fusion.
Por defecto, los resultados se separan mediante un sistema de numeración incremental. El número de operación se incrementa, pero el número de pieza no. Esto resulta útil cuando se sondean varias caras en una sola pieza.
Seleccione Incrementar componente para incrementar el número de pieza en los resultados, mientras se restablece el número de operación. Esto resulta útil cuando se sondea la misma cara en varias piezas.