Referencia de ejemplos de código de programa CN
Estos son ejemplos de los tipos de cambios de código que se pueden realizar mediante los parámetros de la ficha Configuración. No es una lista completa, solo se muestran los cambios de código más comunes.
Nombre/número: introduzca el nombre o el número del programa en función de los requisitos del control CN. En muchos controles de código G, esto se muestra como la primera línea del programa CN. Precedida por la letra "O".
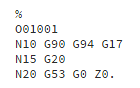
Comentario: introduzca una descripción sobre el trabajo de mecanizado. Puede tratarse de un número de pieza, un nombre de cliente o información de instalación especial. Normalmente, se muestra como un comentario en las primeras líneas del programa CN.
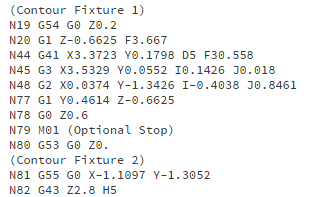
Parada opcional: genera la salida del código de la máquina para detener el movimiento de la máquina, en función de una condición establecida en el control CNC. Se utiliza para detener la máquina entre operaciones de ruta de herramienta para la inspección de piezas/herramientas. Se muestra a continuación en la línea N79.
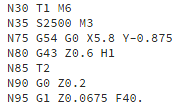
Herramienta de precarga: también denominada Herramienta de ensayo, esta preposicionará la siguiente herramienta para que esté lista para la secuencia de cambio de herramienta. Línea N30 Solicita un cambio de herramienta de la Herramienta 1 y la Línea N85 precarga/etapas Herramienta 2 de la herramienta para la siguiente operación.
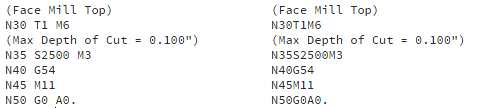
Separar palabras con espacio: añade un espacio entre las palabras de código CN para facilitar la lectura por parte del operador.
Incremento de número de secuencia: especifica cómo se deben incrementar los números de bloque.
Empieza en 10 y aumenta de 5 en 5. - Empieza en 2 y aumenta de 2 en 2.

Número de secuencia inicial: especifica el número del primer bloque de código del programa CN.
Empieza en 10 y aumenta de 5 en 5. - Empieza en 2 y aumenta de 2 en 2.
Usar números de secuencia: especifica si los números de bloque se deben utilizar en el programa CN.
Números de secuencia activados - números de secuencia desactivados

Arcos de radio: cambia el formato de los arcos de una definición de centro IJK a un arco especificado por el tamaño de radio.

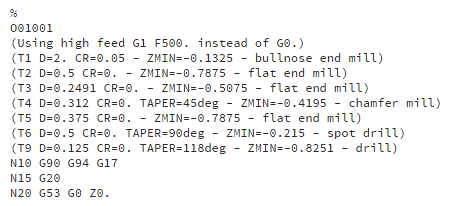
Escribir máquina: escribe en el programa CN la información de la máquina que aparece en el posprocesador de la máquina.
Escribir lista de herramientas: crea una lista de las herramientas en el programa CN. Puede incluir información como el número de herramienta, el tamaño de la herramienta y los desfases de la herramienta.