Z constant intercalé – Référence
Cette fonctionnalité fait partie d'une extension. Les extensions sont une manière flexible d’accéder à des fonctionnalités supplémentaires dans Fusion. En savoir plus.
La stratégie de finition Z constant intercalé permet d’usiner les zones pentues à l’aide de passes Contour, et les zones planes à l’aide de passes Parallèle ou Crête constante.
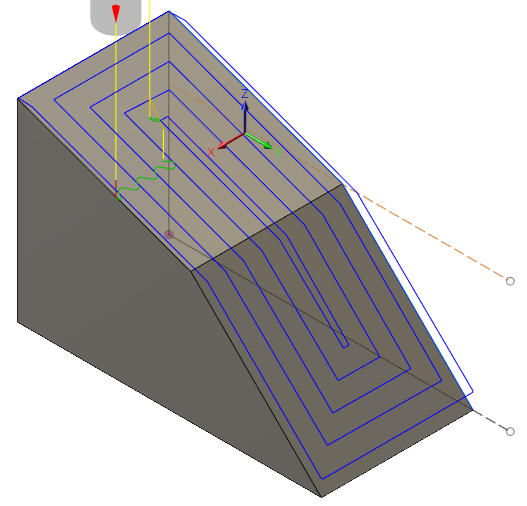
- Passes Contour appliquées aux zones pentues
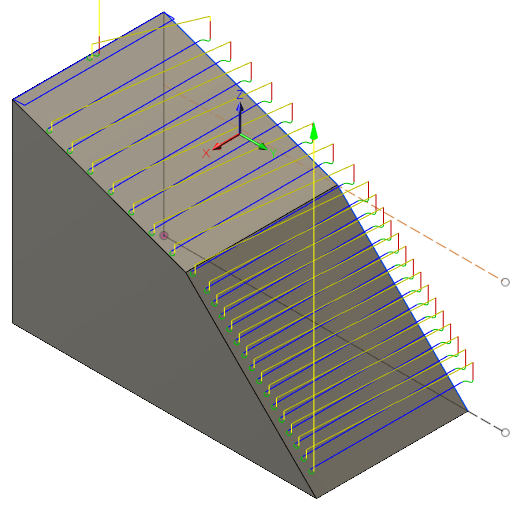
- Passes Crête constante appliquées aux zones planes
- Trajectoire d’outil complète avec la stratégie Z constant intercalé
Utilisez cette stratégie pour les pièces dont la géométrie inclut des zones pentues et des zones planes, telles que des pièces dotées de surfaces de forme libre 3D.
Cette stratégie vous permet de gagner du temps en générant une trajectoire d’outil dédiée à la fois aux zones pentues et aux zones planes. Elle intègre aussi un éventail de contrôles qui facilitent l’optimisation de l’usinage des zones pentues et planes.
Fabrication > Fraisage > 3D > Z constant intercalé ![]()
Types de passes dans les zones planes
Avec la stratégie Z constant intercalé, vous avez le choix entre deux types de passes à utiliser pour les zones planes :
- Les passes Parallèles sont exécutées côte à côte, dans une direction définie, le long ou à travers la surface. Si vous sélectionnez Parallèle, vous pouvez spécifier un dégagement. Cette valeur indique la distance à laquelle l’outil doit se maintenir par rapport aux parois pentues de connexion, pour éviter d’entrer en contact avec elles ou de les frotter.
- Les passes Crête constante créent des trajectoires d’outils décalées vers l’intérieur par rapport au profil extérieur. Lorsque vous utilisez des passes Crête constante, vous pouvez générer une trajectoire d’outil continue présentant moins de remontées de l’outil entre les passes, ce qui garantit une meilleure finition de surface.
- Passes Parallèle sur une zone plane
- Passes Crête constante sur une zone plane
Définition des zones pentues et planes du modèle
Utilisez un angle de seuil calculé à partir du plan horizontal pour spécifier les zones du modèle qui sont définies comme étant des zones pentues et celles qui sont définies comme étant des zones planes.
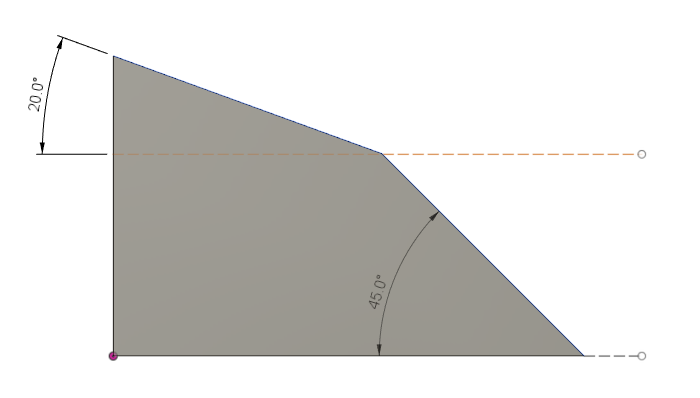
Si vous spécifiez un angle de seuil supérieur à 20 degrés, mais inférieur à 45 degrés, la zone inclinée à 20 degrés sera considérée comme étant plane. Les passes de zones planes seront donc appliquées dans cette zone.
Pour couvrir entièrement la zone à 20 degrés avec des passes de zones planes, vous devez définir l’angle de seuil sur une valeur légèrement supérieure à 20 degrés, afin de prendre en compte les problèmes de tolérance éventuels.
Par exemple, si l’angle de seuil est défini sur 21, toute zone dont l’inclinaison est inférieure à 20 degrés est considérée comme étant une zone plane.
Avec un angle de seuil de 21 degrés :
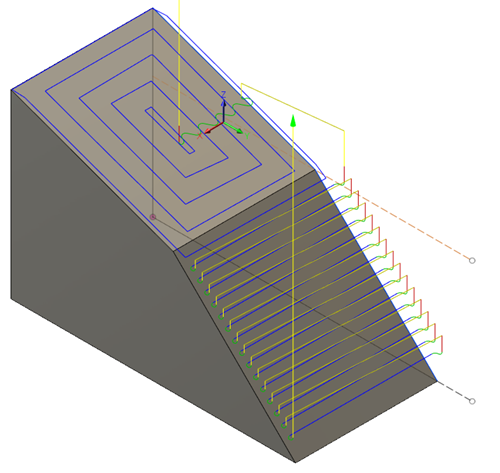
Comme la zone inclinée à 45 degrés présente un angle d’inclinaison supérieur à l’angle de seuil, elle est définie comme une zone pentue. Des passes Contour sont donc appliquées à cette zone.
Avec un angle de seuil de 46 degrés :
Comme les inclinaisons des zones sont inférieures à l’angle de seuil, toutes les zones sont définies comme étant des zones planes. Des passes Crête constante sont donc appliquées à ces zones.
Avec un angle de seuil de 19 degrés :
Comme les inclinaisons des zones sont supérieures à l’angle de seuil, toutes les zones sont définies comme étant des zones pentues. Des passes Contour sont donc appliquées à ces zones.
Amélioration de la finition de surface
Utilisez les paramètres Distance de chevauchement, Garde de paroi, Décalages lissés, Effacer les crêtes aux raccordements et Continu pour améliorer la finition de surface d’une pièce.
Distance de chevauchement
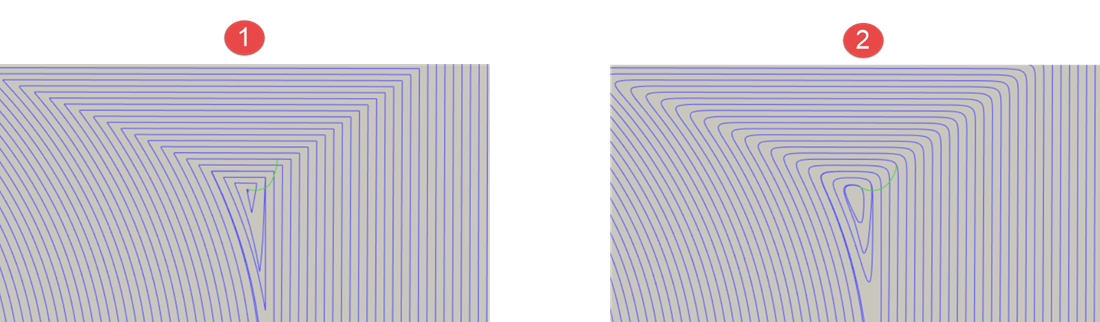
Utilisez la distance de chevauchement pour spécifier une distance au-delà de laquelle les passes Z constant intercalé se prolongent et s’appliquent les unes sur les autres, afin de créer un raccordement entre les deux zones. Cette technique permet d’obtenir une meilleure finition de surface.
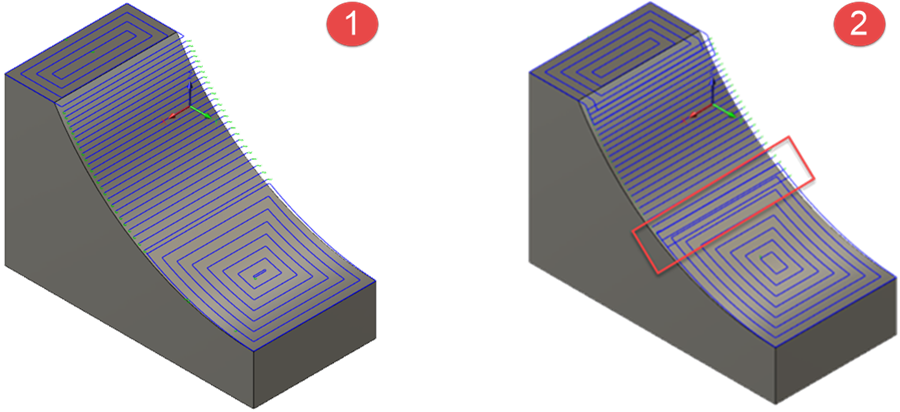
- Stratégie Z constant intercalé appliquée sans distance de chevauchement
- Stratégie Z constant intercalé appliquée avec une distance de chevauchement de deux fois la valeur du recouvrement.
Garde de paroi
Lorsque vous usinez des zones planes proches des parois pentues, l’outil ou le corps peuvent frotter les géométries de paroi environnantes et créer des marques de temporisation.
Pour éviter la création de marques de temporisation et améliorer la finition de surface de la pièce, spécifiez le paramètre Garde de paroi. Il définit la distance à laquelle l’outil n’entre pas en contact avec les parois pentues voisines pendant les passes de zones planes.
Cette option est disponible uniquement lorsque vous utilisez des passes Parallèle dans les zones planes.
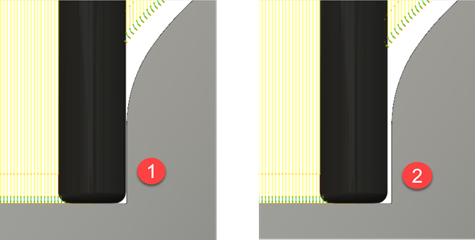
- Garde de paroi de 0 mm
- Garde de paroi égale à la valeur du recouvrement (0,3 mm)
Décalages lissés
Si vous utilisez des passes Crête constante dans les zones planes, la géométrie du profil extérieur peut générer des angles vifs dans la trajectoire d’outil lorsqu’elle se décale vers l’intérieur. Les angles vifs peuvent ralentir sensiblement l’outil, ce qui modifie les forces axiales et radiales sur l’outil, ainsi que les conditions de déviation de ce dernier. Des marques de temps d’arrêt peuvent alors se former autour des angles vifs.
Sélectionnez Décalages lissés pour aider l’outil à glisser en douceur sur la pièce en remplaçant les angles vifs de la trajectoire d’outil par un mouvement incurvé plus lisse.
- Décalages lissés (option désactivée)
- Décalages lissés (option activée)
Effacer les crêtes aux raccordements
Si vous utilisez des passes Crête constante dans les zones planes, la géométrie du profil extérieur peut générer des angles vifs dans la trajectoire d’outil lorsqu’elle se décale vers l’intérieur. La distance entre les sommets des angles vifs devient supérieure à la valeur de recouvrement programmée. Entre les passes, l’excédent de matière dû à cette distance plus grande est laissé autour des sommets, sous forme de crêtes.
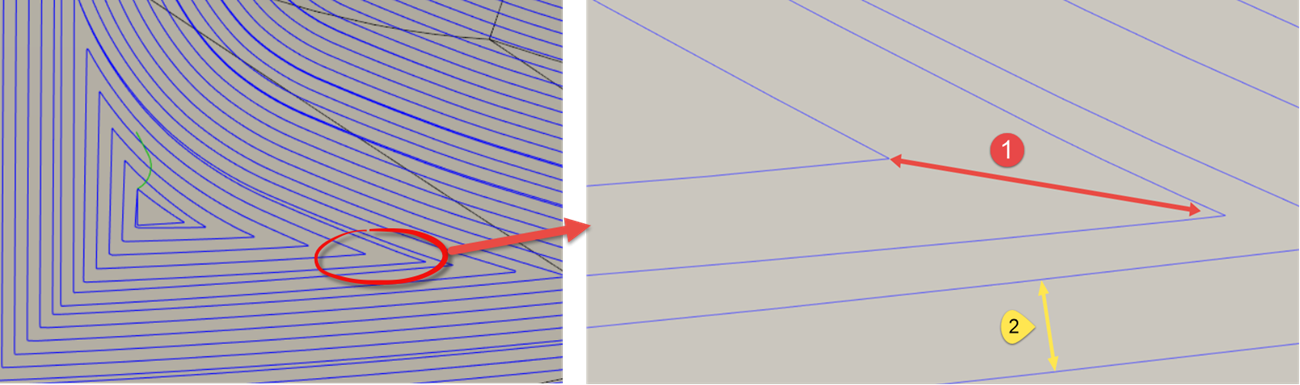
- Distance de recouvrement entre les sommets
- Recouvrement programmé
Pour éviter l’apparition de crêtes et améliorer la finition de surface, utilisez l’option Effacer les crêtes aux raccordements. Si vous sélectionnez cette option, une passe supplémentaire est créée pour parcourir les sommets afin de retirer les petites crêtes de matière qui n’ont pas été retirées.
Continue
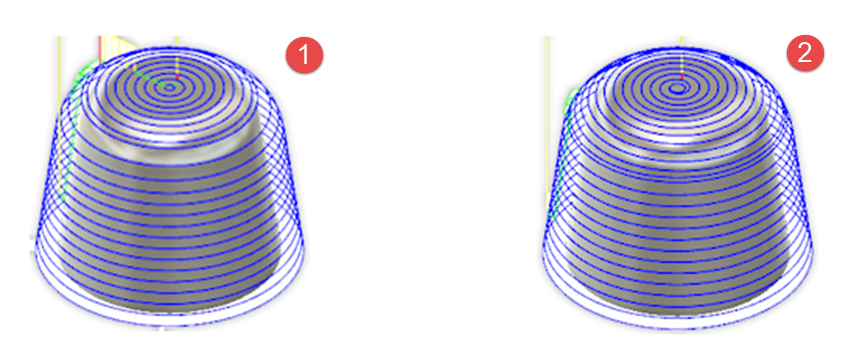
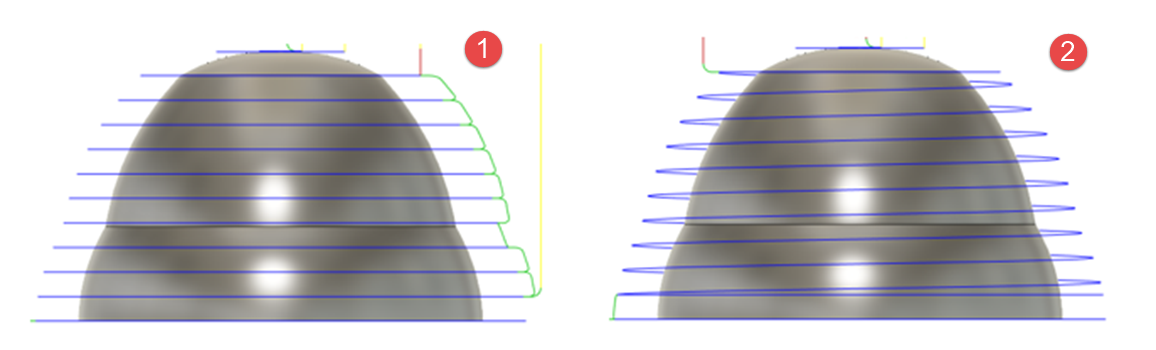
Utilisez l’option Continu pour améliorer la finition de surface de la pièce en éliminant les pas entre les passes consécutives dans les zones pentues et planes. Ce résultat est obtenu en remplaçant les contours de trajectoire d’outil fermés par une trajectoire d’outil de style Spirale continue. Ainsi, les remontées de l’outil sont minimisées et la durée du cycle diminue.
Pour les zones planes, cette option est disponible uniquement lorsque vous utilisez des passes Crête constante.
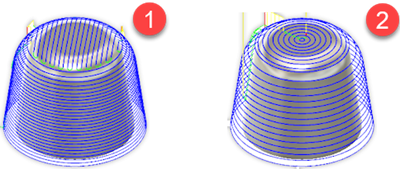
Passes de zones planes :
- Continu (option désactivée)
- Continu (option activée)
Passes de zones pentues :
- Continu (option désactivée)
- Continu (option activée)
Réduction du temps d’usinage
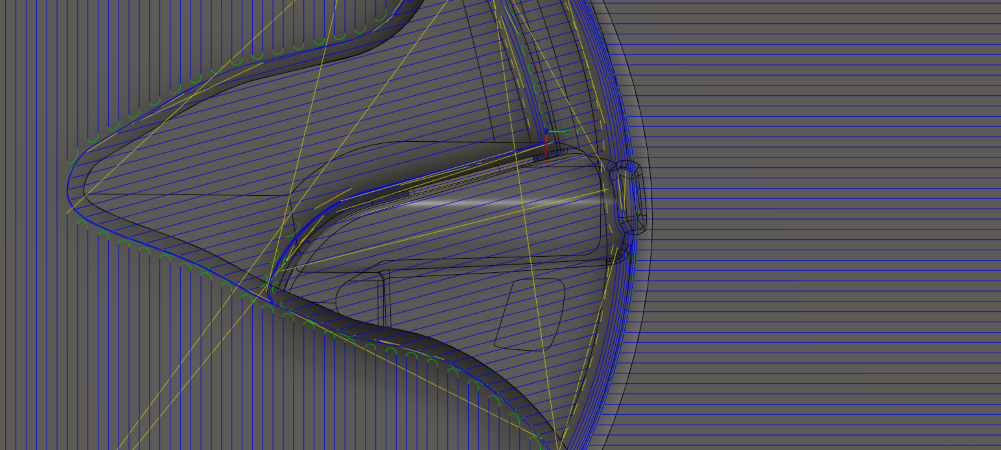
Lors de l’usinage de zones planes à l’aide de passes Parallèle, les zones planes du modèle sont analysées pour calculer l’angle optimal à utiliser pour les passes Parallèle. L’utilisation d’un angle optimal permet de diminuer la longueur de la trajectoire d’outil, ce qui réduit le temps d’usinage.
Ordre d’usinage des parois pentues plus sûr
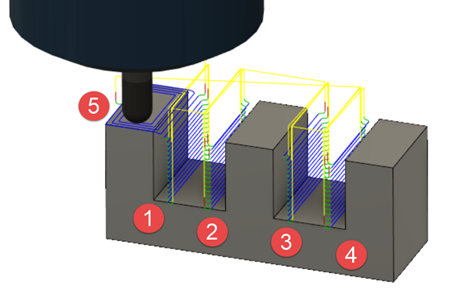
Lors de l’usinage d’un modèle avec l’option Zones pentues en premier sélectionnée comme priorité :
1 - 4 : l’outil usine chaque paroi pentue dans son intégralité avant de passer à la suivante.
5 : une fois les parois pentues terminées, les zones planes sont usinées.
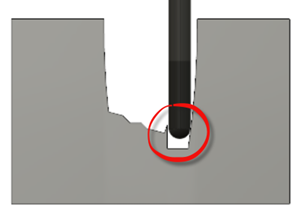
Cependant, s’il reste de la matière irrégulière entre deux parois pentues suite aux opérations précédentes, une coupe réalisée à une grande profondeur sur une seule des parois pentues peut obliger l’outil à gérer une charge importante lorsqu’il interagit avec la matière restante environnante. Il est donc préférable d’usiner tour à tour les deux parois pentues, afin d’éviter d’endommager l’outil.
L’option Brut restant maximum permet de réorganiser la trajectoire d’outil de sorte que, si deux parois pentues sont situées l’une à côté de l’autre, elles sont usinées au même niveau Z, avant le passage au niveau Z suivant. Une valeur estimée est calculée en fonction de la géométrie de l’outil et de la distance entre deux zones pentues.
Si le paramètre Brut restant maximum est défini sur 2 mm, les passes d’usinage ne sont pas réorganisées sur les parois pentues. L’outil usine encore chaque paroi dans son intégralité avant de passer à la suivante.
Si le paramètre Brut restant maximum est défini sur 10 mm, les passes d’usinage sont réorganisées. Si des parois pentues sont proches les unes des autres, l’outil les usine au même niveau Z avant de passer au niveau Z suivant, ce qui rend l’organisation de la trajectoire d’outil plus sûre.
Conditions d’outil plus sûres à l’approche et au départ d’un mouvement de coupe
Lors de l’usinage de surfaces horizontales ou planes, pour éviter tout problème de finition de surface sur la pièce, il convient d’entrer dans tout mouvement de coupe et d’en sortir verticalement.
De même, lors de l’usinage de parois verticales ou pentues, il convient d’entrer dans tout mouvement de coupe et d’en sortir horizontalement.
Cependant, comme la stratégie Z constant intercalé est appliquée pour usiner à la fois les zones pentues et les zones planes, vous ne pouvez pas utiliser uniquement des mouvements d’entrée/sortie verticaux ou des mouvements d’entrée/sortie horizontaux. Au lieu de cela, la stratégie Z constant intercalé s’appuie sur des mouvements d’entrée/sortie de mouvements de coupe qui s’effectuent toujours dans la direction normale à la surface.
L’utilisation de la direction normale à la surface de la pièce pour l’entrée et la sortie des mouvements de coupe améliore le contact entre l’outil et le brut au début et à la fin de ces mouvements de coupe, aussi bien dans les zones pentues que pour les zones planes.
Exemple d’élaboration d’un mouvement d’entrée avec la stratégie Z constant intercalé :
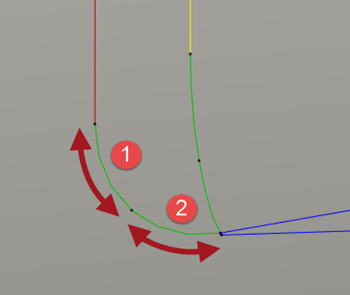
1 - Arc vertical
2 - Arc normal à la surface